 English
English русский
русский عربى
عربى


24-Cavity Preform Mold(Mould)
The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details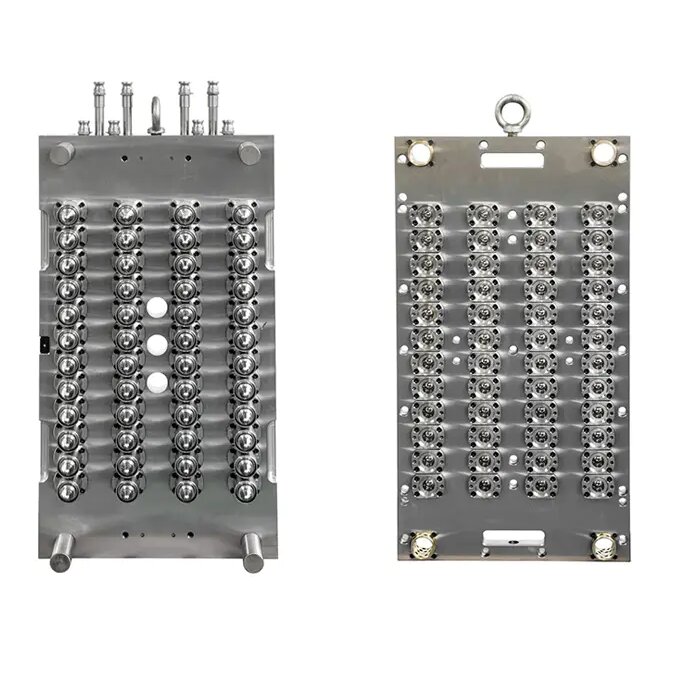
Every Plastics Mould contains at least one cavity—the hollow space where molten plastic takes shape. Single-cavity moulds keep things straightforward. The material enters, fills that one space, cools, and ejects as a single part. Simple, easy to control, and often the starting point for new designs.
Multi-cavity Plastics Mould take the same basic idea and multiply it. Several cavities sit inside the same mould block, linked by a network of channels called runners. Plastic flows from the machine nozzle, through a sprue, then branches out to feed each cavity. When everything works right, all cavities fill evenly, cool at similar rates, and produce identical parts in one go.
The shift from one cavity to many comes down to output needs. A shop making thousands of the same small piece soon sees the benefit of filling several impressions at once. Yet adding cavities brings new demands—balance becomes critical, and small differences in flow or cooling can show up as defects.
Here is a basic comparison of the two main approaches:
Single-cavity Plastics Mould
Multi-cavity Plastics Mould
Good multi-cavity design starts with balance. Plastic must reach every cavity at roughly the same time and with the same pressure. If one cavity fills too fast while another lags, the slow one might end up short or stressed differently.
Runners carry the material from the sprue to the gates. In a well-thought-out system, runners branch symmetrically—often in a radial pattern or mirrored layout—so distances stay equal. Hot-runner systems keep material molten right up to the gate, cutting waste and helping consistency across cavities.
Gates matter a lot. Each cavity gets its own gate, placed where flow enters smoothly without creating weak lines or visible marks. Edge gates, pin gates, or submarine gates each suit different part shapes. The goal stays the same: even filling without excessive shear heat that could burn material or cause warping.
Cooling follows the same logic. Channels drilled through the mould plates pull heat away evenly. Cavities farther from the center sometimes need extra cooling lines to match the rate of those closer in. Uniform cooling prevents one part from shrinking more than its neighbors, which could lead to dimensional issues or assembly problems later.
The biggest draw is simple: more parts per cycle. The machine clamps, injects, holds pressure, cools, and opens once—yet several pieces drop out instead of one. Cycle time stays roughly the same, so output multiplies by the number of cavities.
Take a basic example. If a cycle takes thirty seconds and the mould has eight cavities, eight parts come out every thirty seconds. A single-cavity mould needs eight full cycles—four minutes—to match that. The multi-cavity version uses machine time far more effectively.
Consistency improves too. All parts in one shot see the exact same conditions: same melt temperature, same injection pressure, same cooling duration. Batch-to-batch variation drops compared to running single-cavity moulds over many separate cycles, where small shifts in material lot, ambient temperature, or machine settings can creep in.
Machine utilization climbs. Presses cost money whether they run or sit idle. Filling multiple cavities keeps the clamp force and injection unit busy producing value instead of waiting between shots.
In Plastics Mould factories, this efficiency shows up in scheduling. Larger batches move through faster, freeing the machine for other jobs sooner. Operators handle fewer mould changes and setup tasks for the same volume.
Volume sits at the top of the list. When demand stays high and steady for the same part, multi-cavity pays off. Low or irregular orders make the extra tooling cost harder to justify.
Part geometry plays a big role. Simple shapes—think flat discs, basic caps, small clips—fill reliably across many cavities. Complex features like deep ribs, thin walls, or tight tolerances become trickier to replicate evenly. Flow hesitation or air traps can appear in some cavities but not others, leading to rejects.
Material flow behavior matters. Easy-flowing resins spread through long runners without much trouble. Stiffer or shear-sensitive materials need shorter paths or larger gates, limiting how many cavities fit practically.
Machine size limits the options. The press must supply enough material volume for all cavities plus runners. Clamping force has to hold the mould shut against the projected area of every cavity. Too many cavities on a small machine risks flash or incomplete filling.
Tooling budget and lead time factor in. Multi-cavity moulds take longer to build and cost more upfront. Shops balance that against long-term savings from higher output and lower per-part processing time.
Day-to-day gains appear in several places. Machine hours stretch further, so the same floor space and equipment handle bigger runs. Energy use per part drops because fixed costs like heating the barrel or powering the hydraulics spread across more pieces.
Labor patterns simplify. Operators load and unload larger quantities at once. Inspection happens in bigger batches, making statistical checks easier. Packaging lines receive steady, predictable supplies instead of small trickles.
Maintenance intervals align better with production. Fewer cycles mean less wear per part produced, though the mould itself sees more total shots over its life. When planned well, downtime stays manageable.
Downstream processes benefit from uniformity. Matched parts assemble more reliably. Color consistency improves within a run, reducing complaints about shade variation in finished goods.
Balance issues top the list of headaches. Even small differences in runner length or cooling efficiency can cause one cavity to fill short while another overpacks. Fixing it often means adjusting gate sizes, tweaking runner diameters, or adding flow leaders—trial and error that takes time.
Tooling precision must rise. Core and cavity alignment across multiple impressions leaves little room for error. Wear in one spot affects only that cavity, but fixing it usually requires pulling the whole mould.
If one cavity damages—say from a stuck part or foreign object—the entire mould stops until repaired. Single-cavity setups allow running the rest while one gets fixed; multi-cavity versions lose all output during downtime.
Initial validation takes longer. Mould trials must prove every cavity produces good parts, not just most of them. Short shots, flash, or sink marks in even one impression can force rework.
Cost jumps with cavity count. More steel, more machining, more electrodes for EDM, more time on the bench. Shops weigh whether the volume justifies the expense.
Multi-cavity shines when parts stay simple and demand runs high. Small closures for bottles or jars often appear in sixteen-cavity or thirty-two-cavity moulds. Fasteners, buttons, small gears, and connector housings follow the same pattern—repetitive, straightforward shapes that fill cleanly.
Stable designs help. When the part drawing does not change often, the mould runs for long stretches without major adjustments. Frequent revisions favor single-cavity flexibility.
High-speed production lines pair well with multi-cavity output. Downstream automation—sorting, counting, boxing—handles larger quantities smoothly.
In contrast, prototypes, custom one-offs, or very intricate medical or optical components usually stick to single cavities. There, control over every detail outweighs speed.
Family moulds offer a middle ground—different but related parts in one mould—but balancing flow between unlike shapes adds its own complexity.
Single-cavity keeps control tight. Adjustments happen quickly, defects stay isolated, and tooling stays simpler. It suits development, low-volume, or high-precision work.
Family moulds group several different parts needed together, like a lid and base for the same container. Output matches assembly needs, but filling balance gets harder when geometries differ.
Two-plate versus three-plate moulds affect runner waste, but cavity count decisions stand separate. Hot runners cut scrap in multi-cavity setups, making higher counts more viable.
Each approach fits certain windows. Multi-cavity dominates when identical parts scale up and geometry cooperates.
Multi-cavity Plastics Mould boil down to a practical trade: invest more upfront in design and tooling to gain speed and efficiency later. When volumes support it and parts allow balanced filling, the approach delivers clear advantages in throughput and consistency. Factories keep returning to it because, done right, it matches the rhythm of steady, repetitive manufacturing better than single-cavity alternatives.
Adding more cavities looks attractive at first glance, but the reality brings plenty of extra effort and occasional frustration.
Balance remains the toughest challenge by far.
Tooling precision has to jump to a higher level.
Early validation stretches out longer than people expect. Every cavity must produce acceptable parts during trials. One stubborn impression that keeps making rejects forces adjustments to the whole tool, delaying shipments and adding expense.
Upfront costs rise sharply with cavity count.
Maintenance patterns change too. Although individual parts reach their total quantity in fewer machine cycles, the mould itself endures the same number of openings and closings spread across more impressions. When wear appears—a gate edge rounds over, a cooling passage clogs, an ejector sticks—it frequently impacts several cavities or requires dismantling the complete tool. Downtime feels more painful because output falls to zero until the fix is done.
Despite these drawbacks, many shops willingly accept the trade-offs. The steady gains in high-volume, repetitive runs make the added care feel worthwhile.
Multi-cavity Plastics Mould truly shine in situations where the part remains uncomplicated and the order quantities stay large.
Common examples include everyday items produced by the handful or the carton:
These parts typically share a few helpful traits:
When the geometry behaves this way, molten plastic travels smoothly through the runners and fills each cavity evenly.
Another strong case is a design that remains fixed for an extended period.
High-speed automated downstream lines also pair well with multi-cavity output. Larger batches of parts drop together, keeping conveyors, sorting rollers, vision cameras, and boxing stations running steadily instead of starting and stopping constantly.
Multi-cavity loses appeal when:
Prototypes nearly always begin as single-cavity tools—changes arrive quickly and speed to market matters more than per-part cost. Medical components, precision optics, or parts with very thin walls often stay single-cavity so the process can be tuned precisely for one impression.
Family moulds sometimes serve as a middle-ground option: different but related parts (a lid and base that mate together) produced in the same cycle. They help match quantities for assembly kits, but balancing flow between dissimilar shapes adds its own set of difficulties compared to duplicating identical pieces.
Single-cavity Plastics Mould keep operations straightforward.
Family moulds fall somewhere in the middle.
Two-plate and three-plate mould layouts influence how runners separate from parts, but they do not determine cavity count. Hot-runner systems help higher cavity numbers by keeping plastic molten close to each gate, reducing waste and improving shot-to-shot consistency. Cold-runner moulds remain practical for simpler resins or modest cavity counts where scrap stays acceptable.
Each configuration has its natural fit:
| Mould Type | Number of Parts per Cycle | Best Suited For | Main Advantages | Main Challenges | Typical Use Case Example |
|---|---|---|---|---|---|
| Single-cavity | 1 | Complex shapes, low volume, prototypes | Easy control, quick adjustments, lower cost | Lower output per machine hour | Detailed custom parts, early development |
| Multi-cavity | Several (identical) | Simple shapes, high steady volume | High output, good batch consistency | Harder to balance, higher tooling cost | Bottle caps, small fasteners in large runs |
| Family mould | Several (different but related) | Matched sets for assembly | Balanced quantities for related parts | Difficult flow balance between shapes | Lid + base combinations |
In the end, choosing multi-cavity comes down to fitting the tool to the real production picture.
When volumes run high and remain steady, when part shapes allow even filling without constant fighting, and when the design stays unchanged for long runs, multiple cavities bring noticeable benefits. One machine cycle delivers several pieces instead of one. Machine hours stretch farther, energy divides across more parts, operators manage larger batches, and downstream processes receive a smoother, more predictable supply. Part-to-part consistency improves because every piece in the batch sees identical melt conditions, pressure, and cooling time.
The added demands—tighter flow balance, stricter machining tolerances, extended trial periods, higher initial cost—only justify themselves when those advantages accumulate over time. Factories that produce the same small component day in and day out gain the most. Shops dealing with frequent revisions, one-time jobs, or highly detailed parts usually prefer single-cavity setups to preserve quick adjustments and tight control.
Plastics Mould factories evaluate these elements whenever a new project arrives. They study the drawing, discuss expected quantities, review material behavior, confirm machine tonnage, and then settle on the number of impressions that belong inside the mould block. When the choice is made carefully, a multi-cavity Plastics Mould stands out as one of the most effective ways to convert consistent demand into reliable, efficient production. Taizhou Qihong Mold Co., Ltd. represents one example of facilities focused on these production choices.

The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details
Automatic blowing machines are essential equipment in modern bottle manufacturin...
See Details
This Five Gallons Bottle Mold(Mould) comes straight out of Taizhou, Zhejiang—bui...
See Details
The 8-cavity wide-mouth mold is designed to produce plastic containers with larg...
See Details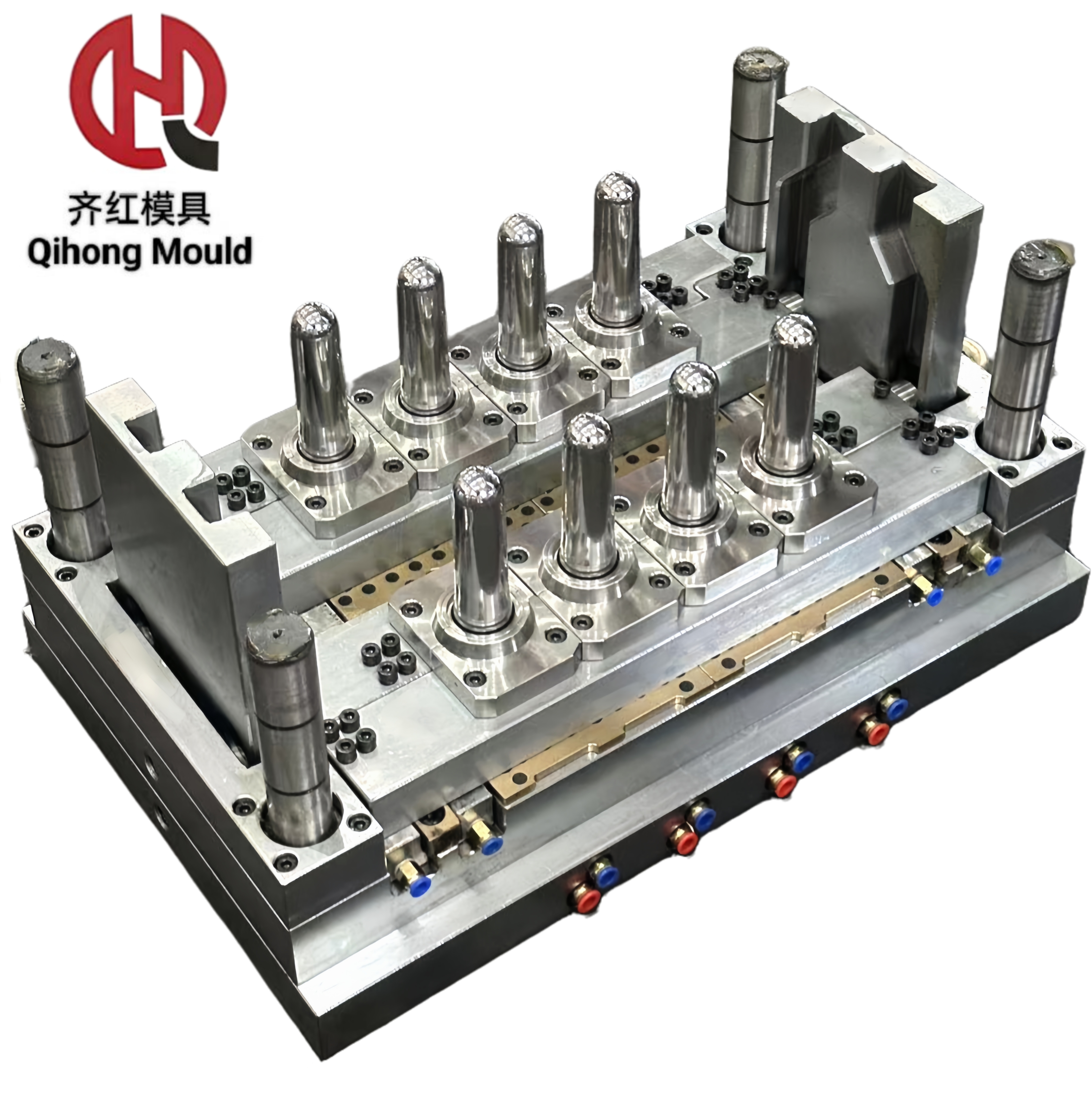
Jar Preform Mold is designed for accurate and efficient production of plastic pr...
See Details
Mould Specifications Product : Blowing Mould Brand : Taizhou QihongMould C...
See Details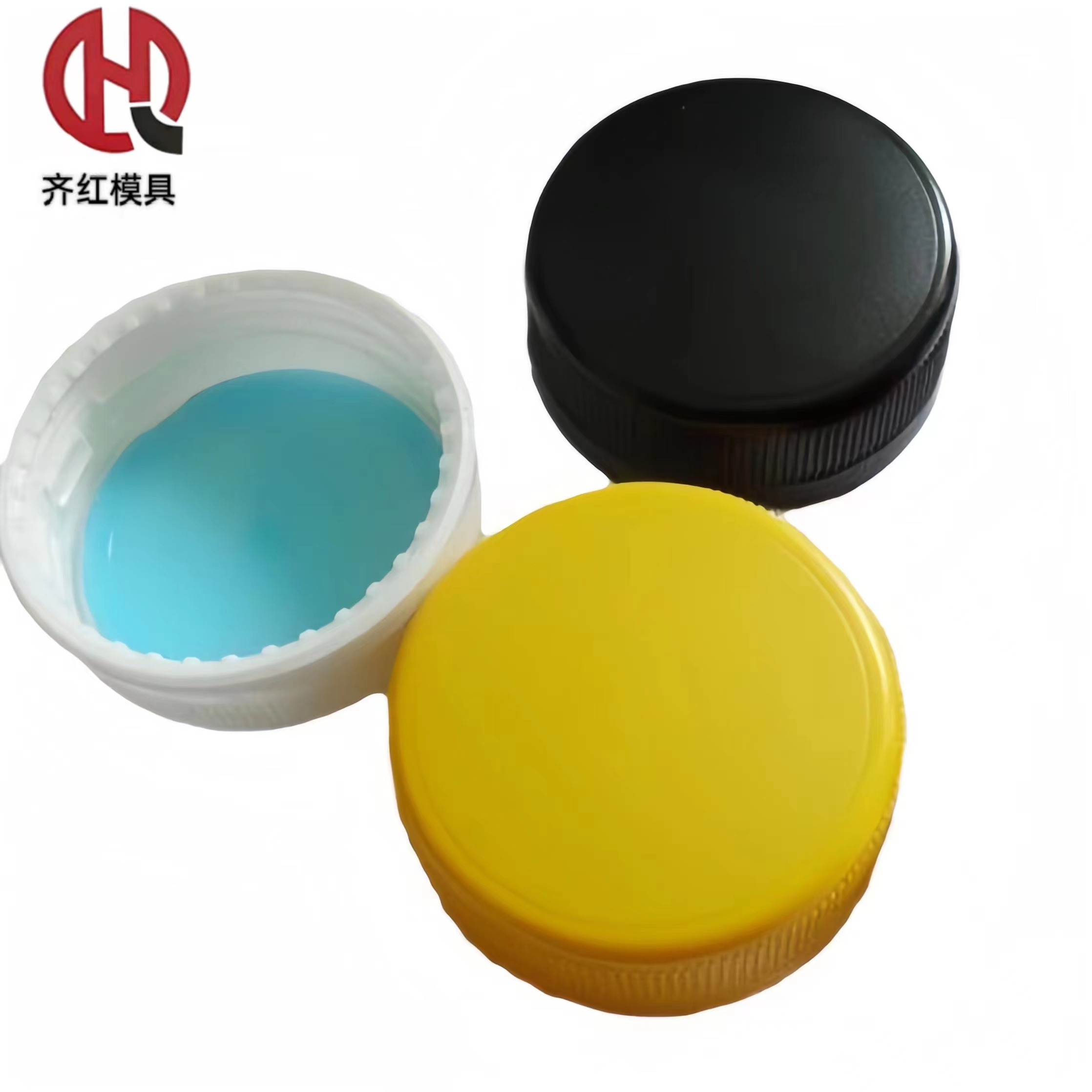
Mould Specifications Product : Cap Mould Brand : Taizhou QihongMould Co.,L...
See Details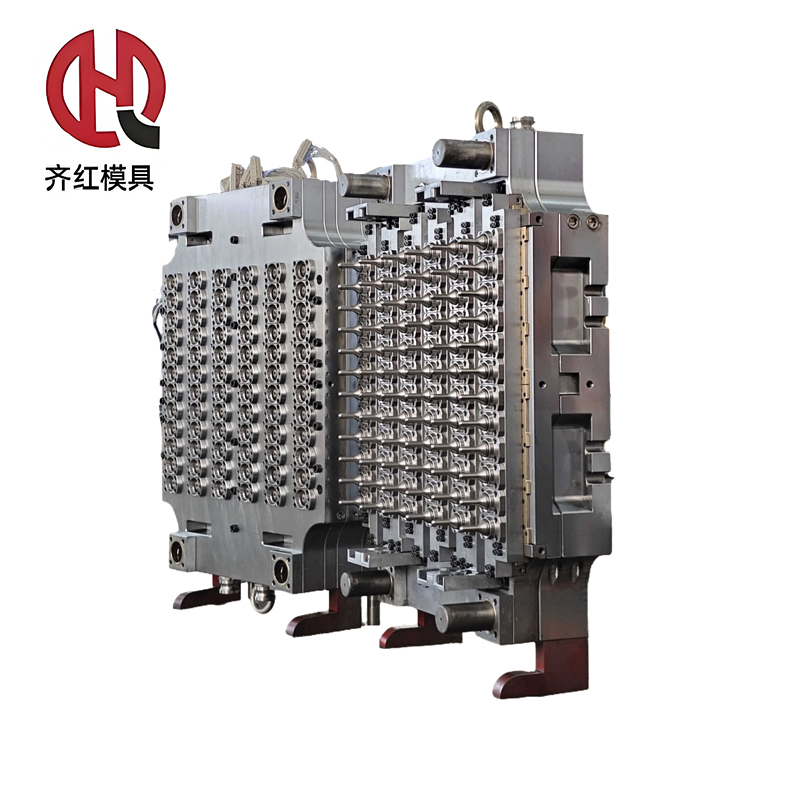
Standardization of mold partsHigh-precision processing equipment is used to ensu...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

