 English
English русский
русский عربى
عربى


24-Cavity Preform Mold(Mould)
The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details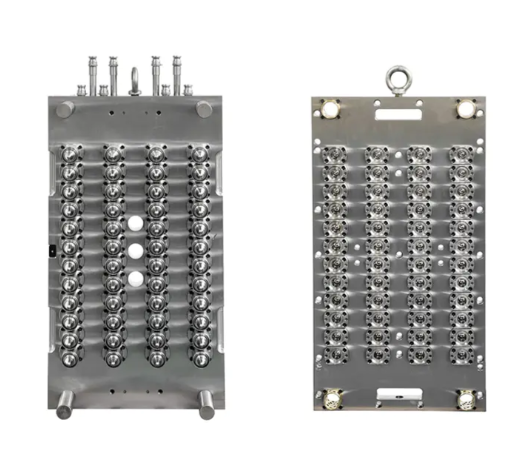
Plastics Mould design is about more than shaping a piece of plastic. Every choice made at the design stage affects how the plastic flows, how it cools, and how the part comes out of the mould. Even small details, like a sharp corner or uneven wall thickness, can cause warping, sink marks, or cracks later on.
A mould is the foundation for making a part correctly and efficiently. If the design is off, production can slow down, material can be wasted, and parts may need extra finishing. Taking the time to plan carefully at the start often saves a lot of trouble during manufacturing.
Working with an experienced Plastics Mould Supplier helps a lot. Suppliers offer practical guidance on materials, tolerances, and draft angles—things that might not be obvious on paper. Taizhou Qihong Mould Co., Ltd. continuously learns and improves, striving to manufacture molds that not only meet functional and production needs but are also durable.
Picking the right material is one of the first decisions in Plastics Mould design. The wrong plastic can lead to parts that shrink too much, warp, or break under normal use.
Some common mistakes in material selection include:
A knowledgeable Plastics Mould Supplier can help identify the best material for both production and performance. They can explain how plastics behave in the mould, how cooling affects them, and what challenges might come up. This helps avoid problems that could delay production or reduce part quality.
Part shape and wall thickness are critical. Uneven walls can cool unevenly, leading to warping or stress. Sharp corners can concentrate stress, causing cracks.
Typical geometry mistakes include:
Some practical tips:
A Plastics Mould Supplier can give advice on wall thickness, corner design, and tolerances to make sure parts are functional, strong, and easy to produce. Even small changes at this stage can make a big difference in production results.
Cooling is often underestimated in mould design. Uneven cooling can cause warping or internal stress, and it can slow down production. Poor thermal management can also affect part quality and consistency.
Common mistakes include:
Ways to improve thermal management:
Experienced Plastics Mould Suppliers know how important proper cooling is. They can suggest the best channel layout and flow conditions, reducing defects and improving efficiency.
Even if design and cooling are correct, poor ejection can ruin a part. Pins placed incorrectly can leave marks. Parts may stick or deform during removal.
Common ejection mistakes:
Alternative methods, like sleeve ejectors or air-assisted removal, can reduce stress and prevent part damage. Working with a Plastics Mould Supplier ensures the right ejection method is used for the part and material.
| Ejection Consideration | Common Issue | Possible Solution |
|---|---|---|
| Pin placement | Marks or surface damage | Adjust pin location or size |
| Draft angle | Part sticking | Increase angle slightly |
| Ejection method | Uneven release or deformation | Use sleeves or air-assisted |
Good ejection design helps parts come out smoothly, reduces mould wear, and keeps production consistent. Even minor adjustments in ejection can prevent big problems later.
How the plastic enters the mould is just as important as the part design itself. Gates, runners, and flow paths control how the molten plastic spreads through the cavity. Poor placement or sizing can create visible defects, weak spots, or trapped air.
People often put the gate too close to a corner or a thin section. The plastic rushes in, hits the wall, splits, and meets again on the other side. That creates a weld line right where you don't want it – sometimes weak, sometimes just ugly on the surface.
Runners cause trouble when they're sized wrong. Too small and the plastic has to push hard. It shears, heats up unevenly, and might burn or degrade before it fills everything. Too large and you waste material, cool longer, and sometimes get sink marks from poor packing.
Flow paths that zig-zag or have dead ends trap air easily. Air gets compressed, burns the plastic, leaves black spots, or blocks the fill so you end up with short shots.
Even subtle errors show up fast. A gate in the wrong spot can make the whole part look cheap. Plastics Mould Suppliers see these issues all the time. They run flow simulations or pull from past jobs to suggest moving the gate to the center of a flat area or widening a runner just a bit.
Place gates where flow can reach all sections evenly – usually near the thicker areas or the geometric center.
Avoid abrupt changes in runner size. Gradual tapers keep pressure steady and reduce shear.
Consider air vents near the end of fill paths. They let trapped gas escape so it doesn't scorch the surface.
| Flow Consideration | Common Issue | Possible Solution |
|---|---|---|
| Gate placement | Weld lines or flow marks | Adjust position to avoid thin areas |
| Runner size | Slow fill or overpressure | Optimize runner diameter |
| Flow path | Air traps or uneven pressure | Add vents and smooth transitions |
Proper gate and runner design not only improves part quality but also reduces stress on the mould, prolonging its life. When flow goes smooth, the tool doesn't fight the plastic as much.
Parts that need to fit together must have correct tolerances. Even a small misjudgment can make assembly difficult, create gaps, or lead to rework.
A common slip is not thinking about tolerance stack-up. You set one part to plus or minus a tiny amount. Then the mating part gets the same. Add them together and suddenly the fit is too loose or binds completely.
Designing features too tight or too loose causes headaches too. A snap-fit that's too tight breaks on the first try. Too loose and it rattles or falls apart.
Failing to coordinate tolerances with suppliers or production limits is another frequent one. What looks good on CAD might not hold up when the mould steel moves a hair during heat-up or the press clamps unevenly.
Think about how parts will fit when assembled, not just sitting alone on the bench.
Allow a small margin for variation in production. Real moulding isn't perfect – shrinkage, warpage, and tool wear add up.
Collaborate with a Plastics Mould Supplier to check manufacturability. They know what tolerances the process can actually hold shot after shot without constant tweaks.
When tolerances are planned with assembly in mind from the beginning, you avoid a lot of late-stage rework and frustrated customers.
The mould itself must be practical to manufacture and maintain. Poor choices at the tooling stage can lead to mould wear, maintenance challenges, or reduced service life.
Choosing materials that wear too quickly is a big one. A softer steel might machine easier at first, but it pits or gall when running filled resins or high volumes.
Neglecting access for cleaning or maintenance makes life hard later. Vents that can't be reached, cooling lines buried deep, or inserts that require tearing the whole tool apart just to swap one piece – these slow everything down.
Failing to plan for repeated use over time shows up fast. No wear pads on slides, no replaceable components in high-abuse areas, no thought to how the tool will be stored between runs.
A Plastics Mould Supplier can provide advice on material selection for moulds, recommend reinforcement for high-stress areas, and suggest design adjustments to simplify maintenance. They see what lasts and what doesn't day in and day out. These considerations extend mould life and reduce downtime in production.
Even well-designed moulds benefit from testing. Prototypes, simulations, and trial runs help catch problems before full production.
Skipping prototype checks is risky. A quick 3D print or soft tool run shows flow issues or fit problems early.
Ignoring simulation results happens more than you'd think. The software flags a potential short shot or weld line, but people push ahead assuming it'll be fine. Then they spend days fixing it in steel.
Making assumptions without verifying leads to surprises. "The draft looks enough"or "cooling should be even" – until the first shots come out warped or burned.
Iteration lets designers and suppliers adjust gates, cooling, or wall thickness to improve outcomes. Move a gate a few millimeters, add a vent line, tweak a channel – small changes often fix big defects.
Collaboration with a Plastics Mould Supplier ensures that adjustments are practical and effective, reducing the risk of repeating the same mistakes. They know which tweaks work in real presses and which ones sound good but don't.
Plastics Mould design continues to evolve. New materials, multi-cavity designs, and automation are shaping modern production. Suppliers are adapting to meet these changes, providing guidance on new technologies and design approaches.
Multi-functional parts with complex geometries show up more often. One piece does what used to take three – snaps, hinges, living features all in the same mould.
Improved simulation tools help anticipate defects before steel is cut. Flow, warp, and cooling predictions get sharper every year.
Increased focus on durability and efficiency in both moulds and production keeps pushing things forward. Longer tool life, faster cycles, less waste – these matter more as costs rise.
Greater collaboration between designers and Plastics Mould Suppliers becomes standard. Early input from the shop floor catches issues when changes are cheap.
By following best practices and staying informed of industry trends, manufacturers can reduce errors, improve quality, and make production smoother. Suppliers play a vital role in this process, offering experience and solutions that help bring designs to life.

The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details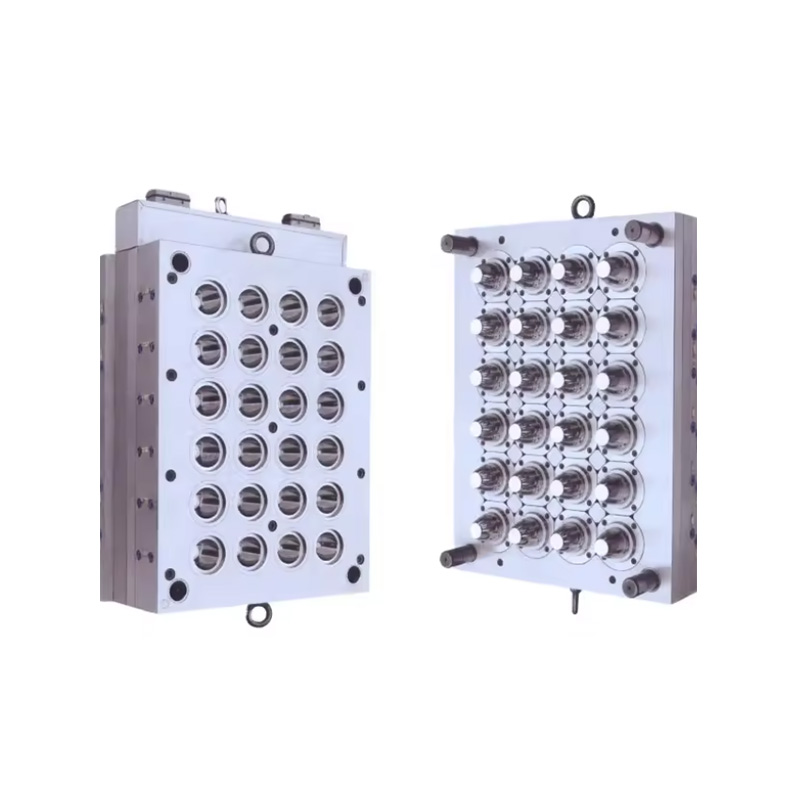
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
See Details
Automatic blowing machines are essential equipment in modern bottle manufacturin...
See Details
The 8-cavity wide-mouth mold is designed to produce plastic containers with larg...
See Details
Medicine bottle molds are specialized tools designed for the efficient productio...
See Details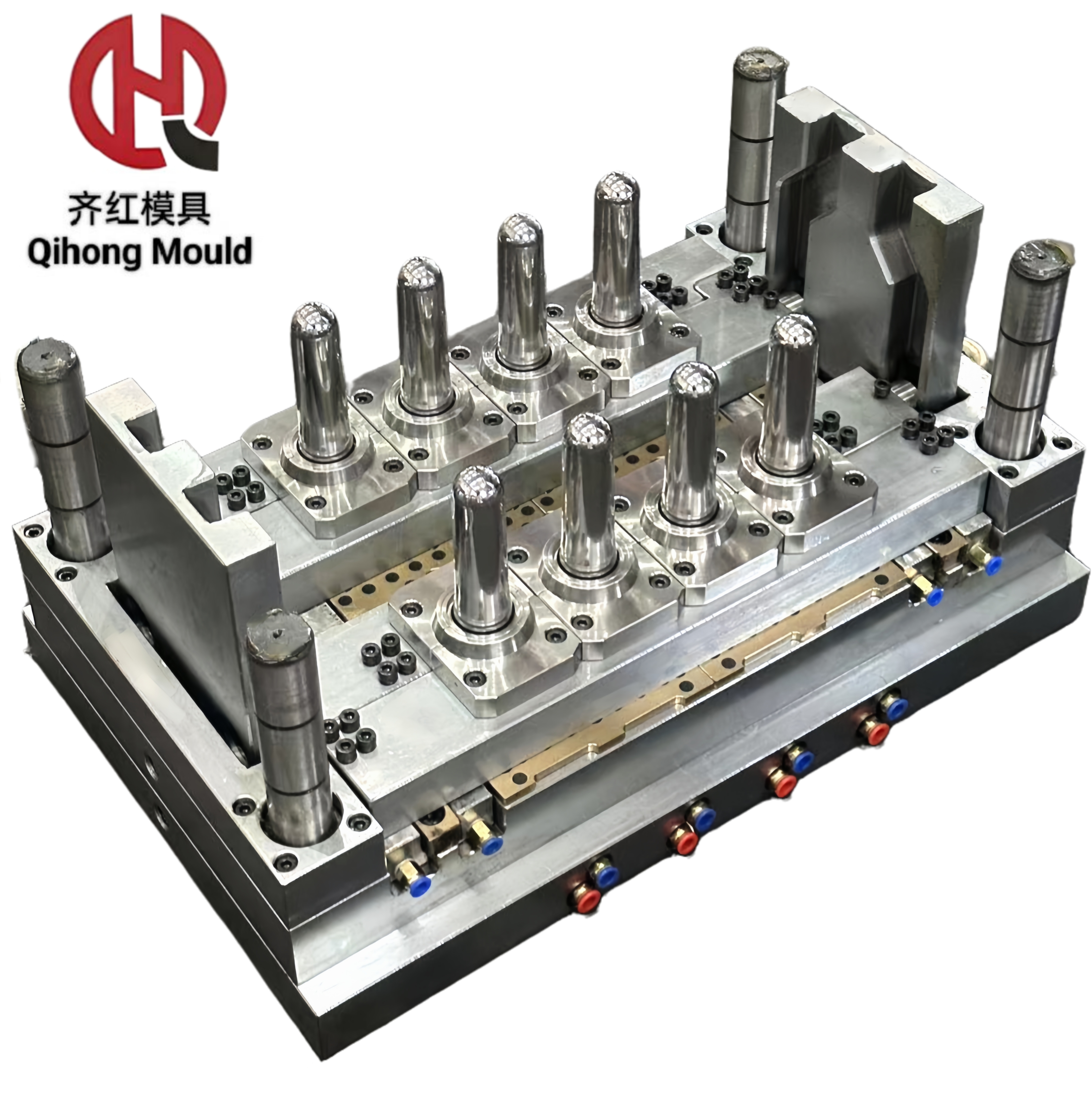
Jar Preform Mold is designed for accurate and efficient production of plastic pr...
See Details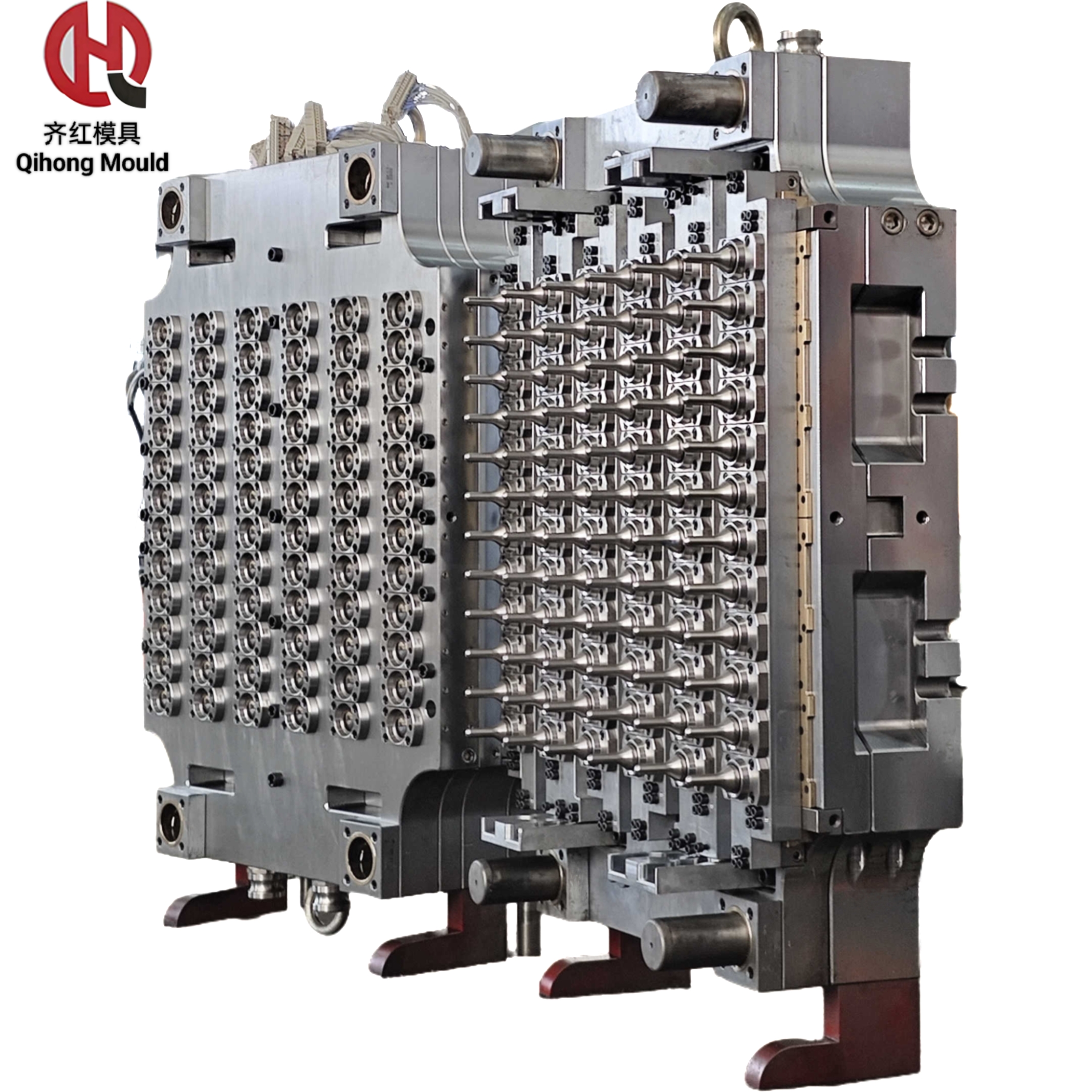
PET Preform Mold Design focuses on high precision structure and stable productio...
See Details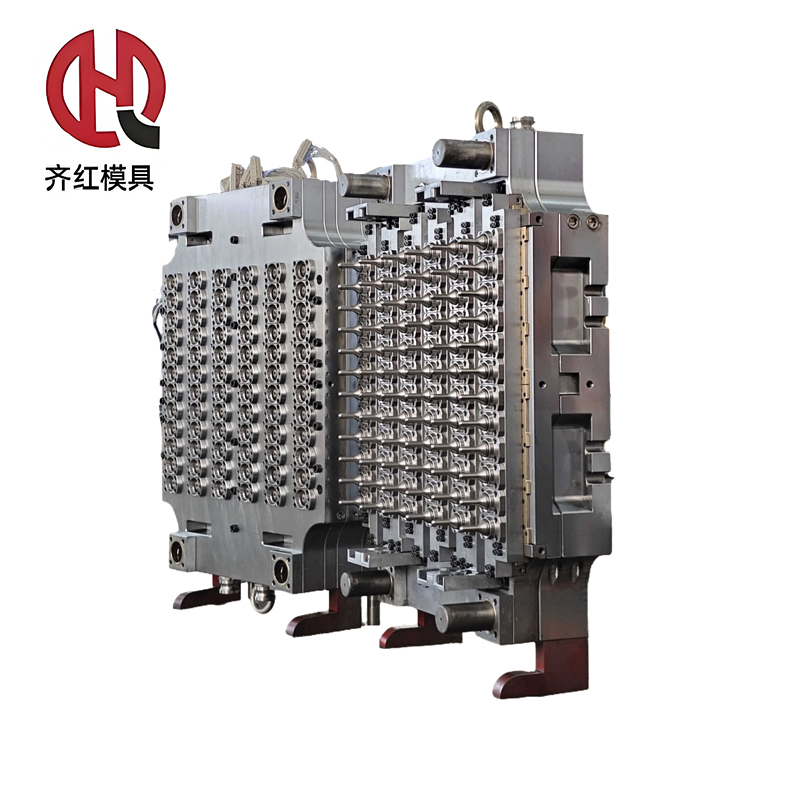
Standardization of mold partsHigh-precision processing equipment is used to ensu...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

