 English
English русский
русский عربى
عربى


72-Cavity Preform Mold(Mould)
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See Details
Bottle blowing moulds do the heavy lifting in turning a simple plastic preform into a finished bottle. The preform gets heated, stretched, and blown up inside the mould cavity until it takes the exact shape needed. Without a solid mould, the whole process falls apart quickly.
The quality of the mould directly decides how smoothly production runs and how consistent the bottles look and feel. A well-made mould keeps wall thickness even, neck dimensions accurate, and surface finish clean. When the mould is poor, you start seeing bottles with uneven thickness, visible seams, or slight distortions that show up under light. That leads to more rejects, slower output, and extra time spent adjusting machines.
Different types of bottle blowing moulds exist depending on what you're making. Some are built for standard PET water or soda bottles. Others handle thicker-walled containers for oils, sauces, or household cleaners. You also see moulds designed specifically for wide-mouth jars or bottles with handles. Each type has its own demands on cavity shape, cooling layout, and clamping strength.
Working with an experienced bottle blowing mould supplier makes a real difference. They understand how small changes in design or material affect the final bottle and the daily running of the machine. Good suppliers bring practical know-how that helps avoid common headaches before production even starts.
Most bottle blowing moulds are made from steel alloys chosen for strength, polishability, and heat transfer. Certain grades offer a good balance – hard enough to resist wear but still machinable and easy to polish to a mirror finish. Other alloys lean more toward toughness for high-volume runs where the mould opens and closes thousands of times.
Aluminium alloys show up in some setups, especially when faster cooling matters more than extreme longevity. Aluminium pulls heat away quickly, which can shorten cycle times, but it scratches more easily and needs careful handling.
Heat treatment is a standard step. The mould material gets heated and cooled in a controlled way to improve hardness and relieve internal stresses. This helps the tool hold its shape better under repeated pressure and temperature swings.
Surface coatings often go on after machining. Chrome plating is common because it makes the cavity slicker so bottles release easily and it adds a layer of protection against corrosion. Other treatments harden the surface without changing the core too much. These layers help fight scratches from preform necks or stretch rods.
The mould has to handle hot preforms and cold water running through channels. Good thermal conductivity keeps temperatures even across the cavity. Wear resistance matters where moving parts touch repeatedly. Corrosion resistance becomes important when cleaning chemicals or certain resins leave residues that can pit the steel over time.
Over long use, fatigue can show up. Tiny cracks sometimes appear along parting lines or near sharp corners inside the cavity. Deformation is possible if cooling isn't balanced or if clamping pressure varies a lot. Choosing the right base material and adding protective treatments pushes these problems further out.
Material choice affects how often you need to stop production for maintenance. A mould made from a more durable alloy with proper surface treatment usually needs less polishing and repair. That keeps the line moving longer between service stops.
Some moulds have just one cavity. Single-cavity designs are simpler to build, easier to maintain, and give very tight control over bottle shape and thickness. They work well for smaller runs, special shapes, or when you need to test a new design.
Multi-cavity moulds produce several bottles in one cycle. They increase output significantly but need careful balancing. Airflow, cooling, and pressure must reach every cavity evenly. If one cavity fills differently or cools slower, you end up with bottles that don't match.
Many moulds allow some flexibility. Interchangeable neck rings let you switch bottle neck finishes without building a whole new tool. Some designs include adjustable base inserts so you can change the bottom shape slightly. For completely different bottle families – say from small cosmetic bottles to large water jugs – separate moulds are usually the practical choice.
Inside the mould, airflow channels direct high-pressure air to stretch and inflate the preform evenly. Vents placed thoughtfully let trapped air escape so you don't get burn marks or incomplete blowing. Cooling channels sit close to the cavity surface to pull heat away fast and keep wall thickness consistent.
Opening and closing must happen smoothly. Misalignment between the two halves creates flash or mismatched seams. Clamping force needs to be even so the cavity stays closed tight during the high-pressure blow. Good ejection features – bottom plugs, stripper rings, or air assist – help the bottle drop free without distortion.
Precise design ties everything together. When airflow, cooling, and mechanical movement work in sync, bottles come out uniform, production stays steady, and scrap drops.
Mould design has a direct effect on how fast the machine can run. Better cooling layout means shorter cycle times. Even pressure distribution helps the preform blow out quickly and evenly. When these pieces are right, you get more bottles per hour without pushing the machine too hard.
Different bottle types need different approaches. Thin-walled beverage bottles demand fast, uniform cooling to lock in clarity and strength. Thicker containers for oils or chemicals need stronger mould construction and sometimes slower cooling to avoid sink marks.
Airflow optimization makes a big difference. Properly sized and placed air channels stretch the material without creating thin spots or thick bands. Cooling channels that follow the bottle contour keep temperatures balanced so one side doesn't shrink more than the other.
Some design features improve output noticeably:
A bottle blowing mould supplier who understands these details can guide the layout so the mould runs efficiently from the first trial.
Good moulds produce bottles with even wall thickness and accurate dimensions. Uniform cooling prevents one side from shrinking more, which keeps the bottle round and stable.
Common defects like shrinkage dimples, bubbles, or haze usually trace back to uneven cooling or poor airflow. Surface marks appear when the cavity has scratches or when release isn't clean. A highly polished cavity helps bottles come out clear and smooth.
Customization is common. Moulds can carry logos, patterns, or textured panels as long as the cavity is machined accurately. Sharp details hold up well when the material and surface treatment are right.
Quality control starts at the mould stage. Checking cavity dimensions, testing alignment, and running short trials catch problems early. Consistent bottles mean fewer customer complaints and less waste downstream.
| Defect | Main Cause | Design Fix |
|---|---|---|
| Uneven wall thickness | Uneven cooling or airflow | Better channel placement |
| Sink marks | Thick areas cooling too slowly | Extra cooling in heavy zones |
| Surface haze | Poor cavity polish or residue | Higher polish + clean release |
| Bubbles / burn marks | Trapped air | More vents in problem areas |
A mould that's easy to clean lasts longer. Smooth cavity surfaces and good venting design make residue removal quicker. Channels should allow water or air flushing without dead spots.
Replaceable parts like neck rings or base inserts save time when wear shows up. Accessing slides, cores, or cooling connections without dismantling the whole tool keeps downtime short.
Long-term care involves regular polishing to restore surface finish, applying anti-corrosion treatments when needed, and watching wear on high-contact areas. Proper storage between runs – dry, clean, lightly oiled – prevents rust.
The mould must fit safely with the blowing machine. Alignment pins, clamping surfaces, and cooling connections should match the press setup. Mismatched interfaces cause leaks, poor clamping, or slow cycle times.
Suppliers often provide guidance on maintenance schedules and common fixes, which helps keep the mould running reliably over years.
Materials and coatings keep improving. New alloys and treatments offer better wear resistance and easier release without sacrificing polishability.
Multi-cavity and modular moulds are more common now. They allow quicker changeovers between bottle sizes or styles, which suits plants running smaller batches.
Automation in blowing machines pushes mould design toward tighter tolerances and faster cycling. Integrated cooling and air systems help maintain quality at higher speeds.
Designers pay more attention to balanced airflow and cooling from the start. Simulation tools show potential weak spots before steel is cut.
Taizhou Qihong Mold Co., Ltd. appears among the range of shops working in this field.Collaboration with a bottle blowing mould supplier remains key. Early input on material, cavity layout, and maintenance features catches problems when changes are cheap.
Material choice, structural design, and regular maintenance shape how well a bottle blowing mould performs. The right combination delivers consistent bottles, steady output, and fewer interruptions.
Expertise from a bottle blowing mould supplier helps tie these elements together. Practical knowledge of materials, airflow, cooling, and daily operation makes the difference between a mould that runs well and one that causes constant trouble.
Looking ahead, moulds will continue to evolve as machines get faster and bottles get more varied. Designs that balance quality, speed, and longevity will stay in demand.
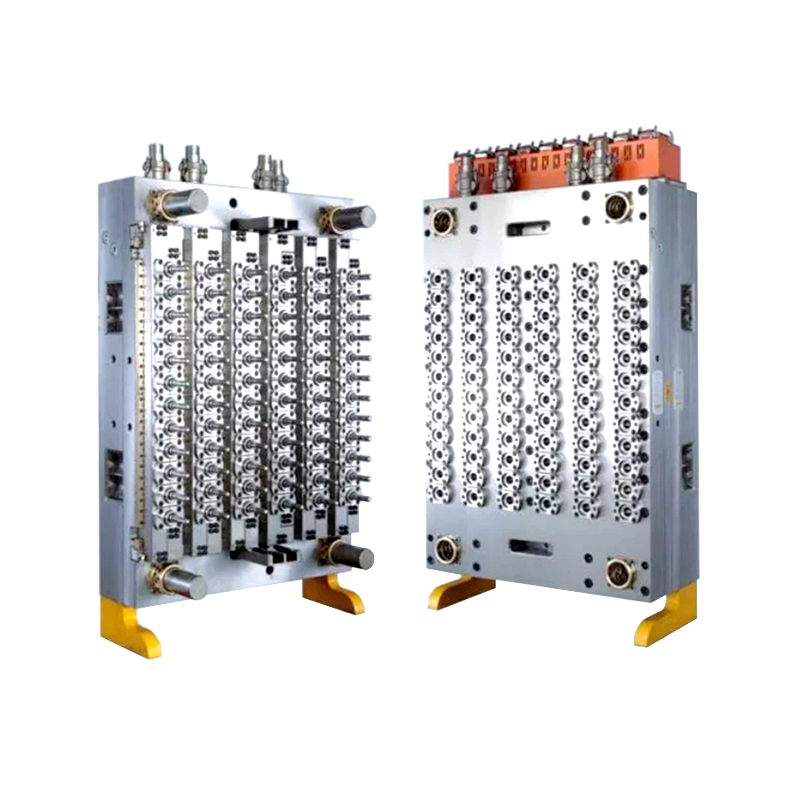
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See Details
Semi-Automatic Blowing Machines are specialized machines used in the production ...
See Details
Automatic blowing machines are essential equipment in modern bottle manufacturin...
See Details
A Handle Mold is a specialized mold used in the manufacturing of plastic handles...
See Details
Medicine bottle molds are specialized tools designed for the efficient productio...
See Details
The hand-feeding blowing machine is an efficient tool designed for producing hig...
See Details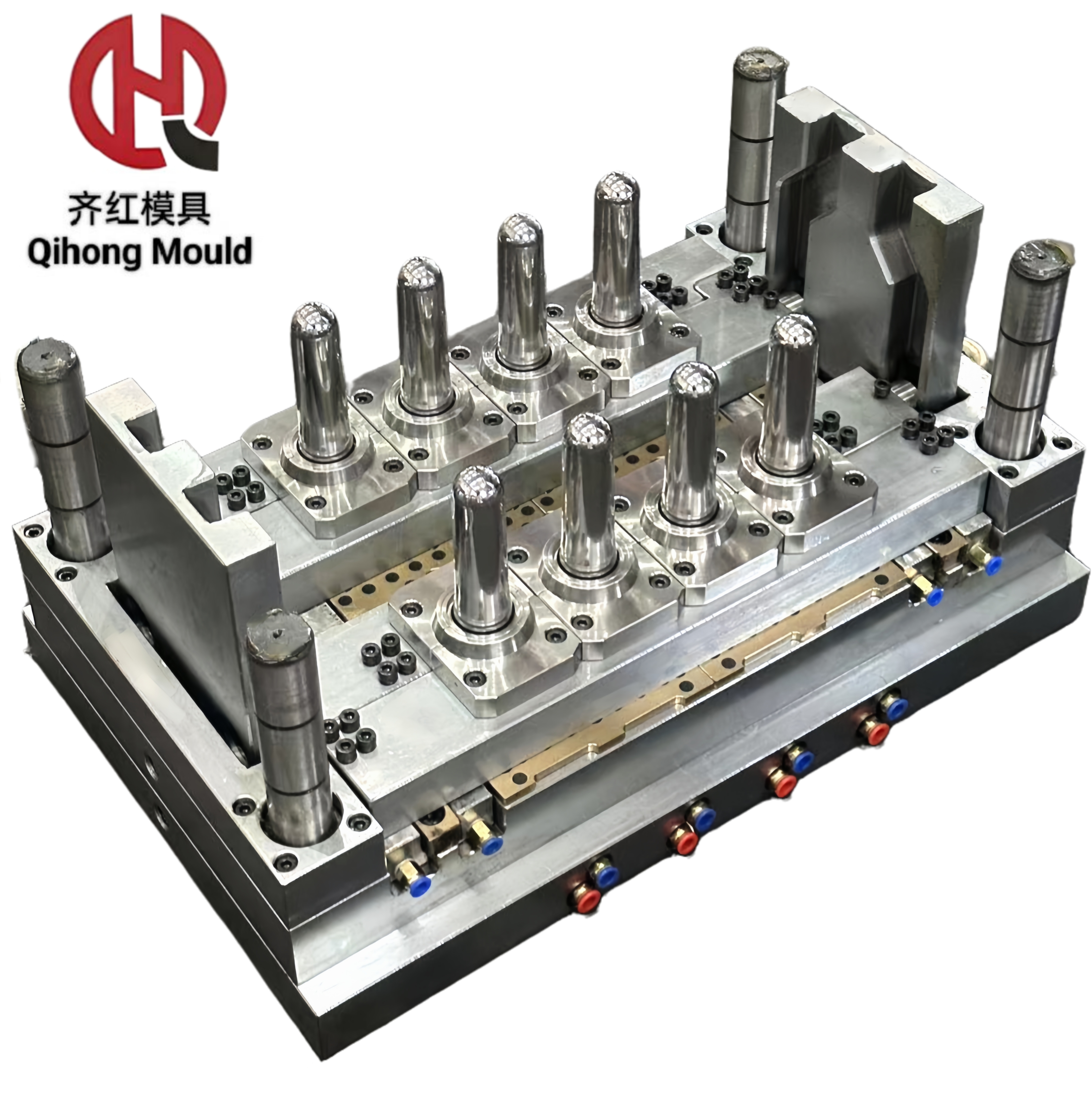
Jar Preform Mold is designed for accurate and efficient production of plastic pr...
See Details
Custom Made Plastic Molds are designed for high precision and flexible plastic p...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

