 English
English русский
русский عربى
عربى


24-Cavity Preform Mold(Mould)
The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details
In the world of making plastic parts, the way material flows into a Plastics Mould can make a real difference. Cold runners let the plastic cool as it moves, while hot runners keep it warm all the way. Some setups choose hot runners over cold ones for reasons that fit certain jobs better. It's like picking the right tool for a task at home—sometimes a simple hammer works, but other times you need something more precise.
Plastics Mould Factory teams often look at what the part needs and how the process runs. Hot runners help in cases where waste matters or shapes get tricky. Cold runners show up in straightforward runs, but hot runners step in for more involved work. This choice ties into how the whole operation flows, from start to finish. Taizhou Qihong Mold Co., Ltd. comes up in talks about these systems, where everyday efficiency plays a big part.
The shift to hot runners happens when folks want smoother results without extra steps. It all boils down to matching the runner to the mould's demands. As we go on, we'll see why hot runners get the nod in some Plastics Mould setups.
Cold runner systems are a basic way to get plastic into a mould. The material starts hot but cools down as it travels through channels. Once it reaches the part cavities, it hardens along with the runners. This means extra plastic pieces come out with each shot, which someone has to trim off later.
In many Plastics Mould Factory lines, cold runners fit right in for simple shapes. The channels stay part of the mould, so no fancy heating is needed. Setup feels straightforward, like pouring batter into a pan without worrying about keeping it warm. Materials flow in, cool naturally, and pop out ready for the next cycle.
Common setups use these for parts that don't mind a bit of extra handling. Think of it as baking cookies where you cut away the edges afterward. The runners get recycled, but that takes an extra step. In day-to-day runs, cold systems keep things moving without complex controls.
Hot runner systems keep the plastic material warm from the machine right into the Plastics Mould cavities. Heaters line the channels, so the flow stays liquid until it hits the part area. This setup avoids solid runners coming out with each piece, cutting down on what needs trimming.
In a Plastics Mould Factory, hot runners bring in components like manifolds and nozzles that hold steady temperatures. It's a bit like having a heated pipe that delivers soup without letting it cool. The material enters the mould hot and ready, filling shapes evenly.
Integration happens through careful placement of these heated parts within the mould. Designs vary, but the goal remains the same: smooth delivery without pauses. For operators, this means watching temperature gauges to keep everything consistent.
Hot runners shine in setups where repeat cycles matter. The channels don't eject with the part, so less handling follows. This approach fits Plastics Mould work that aims for cleaner outputs from the start.
Hot runners help cut back on extra plastic in Plastics Mould processes. With cold systems, runners solidify and become scrap each time. Hot ones keep material flowing without that waste, so more goes into actual parts.
Flow stays steady in hot setups, filling cavities without stops or uneven spots. This leads to fuller use of each batch. In a Plastics Mould Factory, this means fewer runs to make the same number of items.
Cycle times shorten too. Without waiting for runners to cool and remove, the next shot starts sooner. It's like streamlining a kitchen routine where dishes wash themselves.
| Aspect | Cold Runner Approach | Hot Runner Approach |
|---|---|---|
| Waste from Runners | Solid pieces need trimming | No solid runners to discard |
| Flow Consistency | Can vary with cooling | Steady heat for even distribution |
| Recycling Needs | Extra step to reuse scraps | Less scrap overall |
| Cycle Speed | Includes removal time | Quicker transitions |
Keeping temperatures even is a big plus for hot runners in Plastics Mould. Heaters maintain warmth along the path, so material doesn't cool too soon. This avoids lumps or thin spots in the final parts.
Material behaves better under controlled heat. It flows smoothly into every corner, reducing weak areas. In cold systems, cooling can cause uneven hardening, leading to flaws.
Defects drop when heat stays consistent. Parts come out stronger, with fewer breaks or warps. Plastics Mould Factory crews notice this in daily runs, where hot runners mean less rework.
Some Plastics Mould jobs involve parts that are not simple or flat. They might have thin walls, detailed features, or multiple sections that need to fill at the same time. Hot runners help here because they deliver material right where it needs to go, without the cooling issues that show up in cold systems.
In a Plastics Mould Factory, when a part has several cavities or tricky shapes, hot runners make sure each area gets enough material at the right moment. The heated channels keep everything flowing evenly, so the mould fills without gaps or weak lines. It's like pouring water into a complicated mold instead of letting it cool halfway through the path.
Hot runners also handle different plastics more easily. Materials that cool quickly or become thick can cause problems in cold runners, but the steady heat keeps them workable longer. This gives more room to work with various resins without constant adjustments.
Day-to-day work in a Plastics Mould Factory benefits when hot runners are part of the setup. Once installed, the system runs with less interruption between cycles. There's no need to remove solid runner pieces every time, so operators spend less time handling scrap or trimming flash.
Maintenance follows a different pattern too. Hot runner parts—manifolds, nozzles, heaters—can be checked and serviced without taking the whole mould apart as often. In busy production lines, this means more uptime and fewer stops. It's similar to having a machine that needs occasional oiling instead of constant cleaning after each job.
Automation fits naturally with hot runners. Temperature controls and sensors connect easily to factory systems, letting staff monitor everything from a screen. This reduces the chance of human error during long runs and keeps the process steady.
The workflow feels smoother overall. Less scrap to manage, quicker cycles, and reliable heat mean the team can focus on quality checks and part handling rather than cleanup. In Plastics Mould Factory settings, these small gains add up over many shifts.
Hot runner systems usually cost more to build into a Plastics Mould at the beginning. The heated components, controls, and extra design work add to the upfront price. Cold runners, by comparison, keep things simpler and cheaper to start.
But over time, the balance can shift. Hot runners cut down on wasted material since there are no solid runners to throw away or recycle. Less scrap means more parts from each batch of plastic, which helps when material prices are a concern. In a Plastics Mould Factory running steady orders, this adds up quietly.
Cycle time savings also play a role. Shorter waits between shots increase the number of parts made in a shift. For jobs with high volume, that extra output can offset the higher initial cost. Maintenance costs stay manageable if the system is kept clean and monitored.
It comes down to looking at the full picture—initial expense versus ongoing savings. For some Plastics Mould projects, hot runners pay back through efficiency; for others, cold runners remain the practical choice.
Plastics Mould work uses a lot of material and energy. Hot runners help reduce waste by sending almost all the melted plastic into the part instead of leaving it in runners. Less discarded material means fewer resources go unused.
Energy use follows a different pattern. Hot runners need power to keep channels warm, but cold runners require cooling time and sometimes extra steps to handle scrap. In some cases, the steady heat of hot runners uses less overall energy when cycles are faster and scrap is lower.
Factory teams notice this in daily operation. Less material thrown away and quicker production cycles align with efforts to run more carefully. Hot runners support a way of working that avoids unnecessary waste without changing the core process.
Certain Plastics Mould situations naturally lean toward hot runners. Thin-walled containers, for example, need fast, even filling to avoid sink marks or warping. Hot runners deliver material quickly and uniformly, helping these parts come out consistent.
Multi-cavity moulds with many identical parts also favor hot runners. When eight, sixteen, or more cavities must fill at the same time, cold runners can struggle with balance. Hot runners keep pressure and flow steady across all cavities, reducing variation between pieces.
Small, precise components—like medical parts or connectors—benefit too. These often require clean gates and minimal trimming. Hot runners leave gate marks smaller and cleaner, so less post-processing follows.
In high-volume production lines, hot runners support long runs with fewer interruptions. The steady performance fits factories that aim for reliability over many hours. Cold runners still hold their place for short runs, simple parts, or when budget limits the setup.
Over time, Plastics Mould Factory teams notice patterns. Hot runners tend to appear where quality demands rise, waste needs to drop, or designs grow more complex. Cold runners remain common for everyday work. The choice usually comes down to what the part needs and how the factory runs day after day.

The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details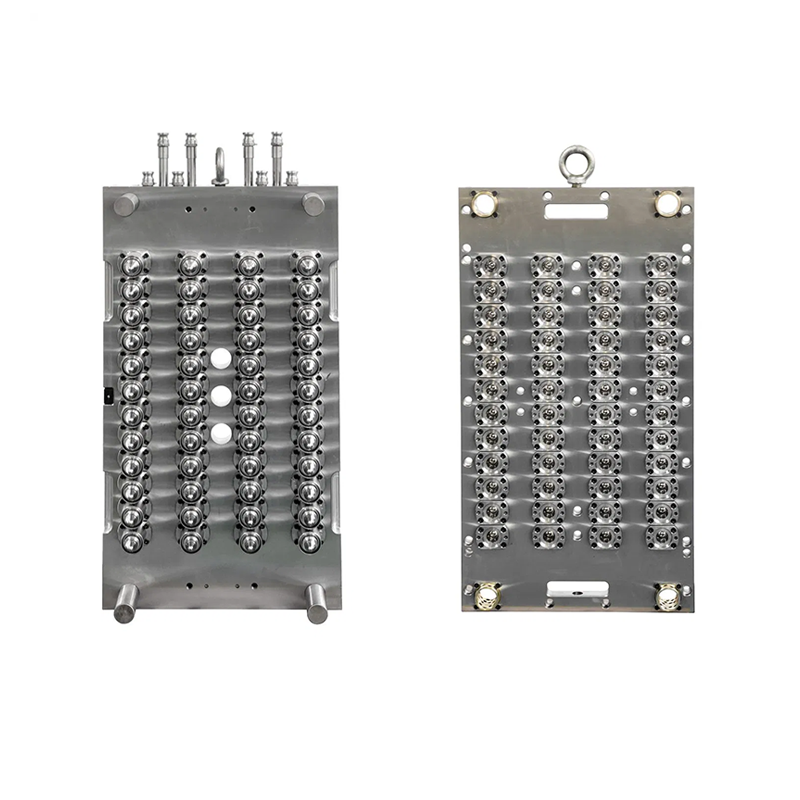
The Qihong 48-Cavity Preform Mold(Mould) is the ideal choice for high-volume PET...
See Details
Semi-Automatic Blowing Machines are specialized machines used in the production ...
See Details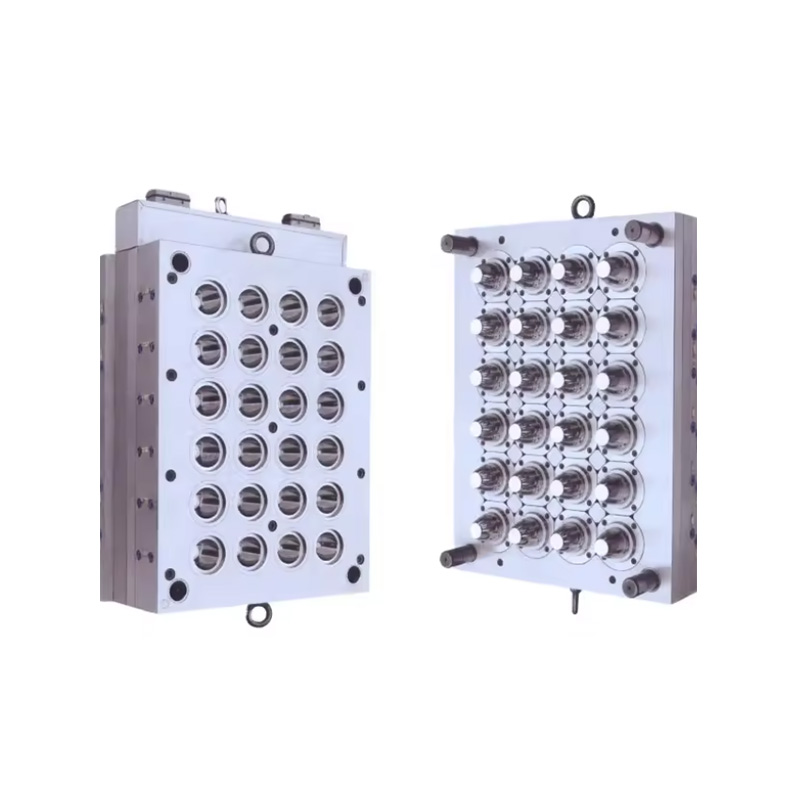
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
See Details
Automatic blowing machines are essential equipment in modern bottle manufacturin...
See Details
The 8-cavity wide-mouth mold is designed to produce plastic containers with larg...
See Details
Mould Specifications Product : Blowing Mould Brand : Taizhou QihongMould C...
See Details
Custom Made Plastic Molds are designed for high precision and flexible plastic p...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

