 English
English русский
русский عربى
عربى

72-Cavity Preform Mold(Mould)
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See DetailsPlastic preform mould are one of those industrial tools that sit quietly behind everyday packaging. Most people never think about them, yet almost every PET bottle has passed through this stage before reaching shelves.
The idea is simple on the surface. A mould shapes melted plastic into a small intermediate form called a preform. Later, that preform becomes a bottle. But the way this happens is not a single action. It is a repeated, controlled cycle where timing, flow, cooling, and structure all interact in a steady rhythm.

Instead of producing a finished container directly, the system breaks the process into two stages. That separation is what makes modern bottle production both flexible and scalable.
At first glance, it might seem more direct to form bottles in one step. In reality, that approach would introduce a lot of limitations in production.
A preform works like a controlled base unit. It carries the basic structure needed for a bottle, but without the final expanded shape.
This approach helps in several ways:
Think of it as separating ‘creation" from "final shaping." The preform stage handles uniformity. The later stage handles customization.
This separation is the reason the system is widely used in packaging industries where volume and consistency matter.
Inside the mould, everything happens in a controlled space that repeats the same cycle over and over.
The process begins when softened plastic enters the mould system. It does not stay in one place. It flows through channels and gradually fills defined cavities.
Each cavity shapes a small tube-like structure. This structure already includes the neck area and basic body form, even though it is still compact.
Once the material enters the cavity, cooling begins. This is not a sudden change but a gradual transition. The material slowly stabilizes while keeping its formed shape.
After a short cycle, the mould opens and the preforms are released. Then the system resets and repeats.
It is a continuous loop rather than a single operation.
Flow behavior inside the mould plays a quiet but important role.
Once plastic enters the system, it does not behave like a static substance. It moves through pathways that guide it into position. If the flow is balanced, each cavity fills evenly. If it is uneven, small variations can appear in structure.
These variations may not be visible at first, but they can influence later forming stages.
To manage this, the mould is designed to guide movement in a controlled direction. The goal is not only filling speed, but also stability across all cavities.
In large-scale production, even small differences in flow behavior can become noticeable over time. That is why flow consistency is treated as part of structural design, not just material movement.
Temperature is always active in the background of preform production.
At the start, the material is kept in a softened state so it can move easily. Once inside the mould, cooling begins almost immediately. But it is not uniform or abrupt.
Different areas of the mould influence cooling speed. Some parts stabilize earlier, while others take slightly longer. This controlled difference helps the preform hold its shape without distortion.
If cooling happens too quickly, internal stress can build. If it is too slow, production slows down. So the system works within a balanced range rather than an extreme condition.
Temperature is not just a setting. It is part of the shaping process itself.
A plastic preform mould is not a single empty block. It is a structured system made of multiple functional zones.
Each zone contributes to a different part of the process:
These parts work together like a coordinated system rather than separate tools.
The internal geometry determines how the material behaves once it enters the mould. Even small adjustments in structure can change how the preform forms and stabilizes.
This is why mould design is closely tied to product behavior.
Once the cycle is complete, the preforms are ejected from the mould. At this stage, they are solid but still compact.
They are not yet bottles. Instead, they are intermediate products ready for the next transformation stage.
Depending on the production system, they may be stored or moved directly into a second forming process.
In that next stage, the preform is reheated and expanded into its final shape. The mould stage, however, is what defines its base structure.
This two-step method allows flexibility in bottle size and design without changing the core production system.
| Section | Function | Effect on process |
|---|---|---|
| Feed channels | Direct material flow | Controls distribution |
| Cavity system | Forms preform shape | Defines geometry |
| Cooling zones | Stabilize structure | Maintains consistency |
| Ejection system | Releases product | Supports continuous cycle |
In high-volume production, consistency is not just a quality goal. It is a necessity.
If preforms vary too much in shape or stability, the next stage of production becomes unpredictable. Even small differences can affect final bottle behavior.
Consistency allows downstream processes to run smoothly without constant adjustment.
It also helps maintain uniformity across large batches, which is important when products need to match in appearance and performance.
In practical terms, stable preform output reduces uncertainty in later production stages.
Bottles are made for various uses, so their functional needs are never exactly the same. Some are only used for a short time, while others need to endure long-term storage and adapt to special handling during production and transportation.
This is why mould designers cannot apply a fixed design to every bottle product. They have to make targeted changes based on the actual usage scenarios of different containers.
Designers may tweak the overall structure, internal cavity layout and plastic flow performance of the mould according to what the finished bottle will be used for.
Most of these modifications are not major overhauls. In most cases, only small and precise adjustments are made, which subtly change how the preform stretches and shapes in the follow-up blowing process.
With this flexible design method, manufacturers can produce many different types of bottle products on the same production line, without overhauling the entire mould system.
Preform mould technology has become mainstream in the packaging field mainly because it splits the complicated production process into several simple and controllable steps.
It abandons the traditional one-step forming method for plastic bottles, and breaks the whole manufacturing process into independent and standardized stages.
Every single step has a clear and single core task: creating the basic preform shape, cooling the product to fix its structure, and finishing pre-processing for the final bottle blowing stage.
This segmented production mode makes the whole process easier to control, lowers the difficulty of on-site operation, and greatly reduces unexpected errors in mass production.
At the same time, this stable processing method allows factories to achieve high production output, while keeping the quality of each product consistent and uniform.
Plastic preform mould systems work through repeated cycles of flow, shaping, and cooling. Their behavior is defined by structure and timing rather than a single action, creating a stable base for modern bottle production systems.
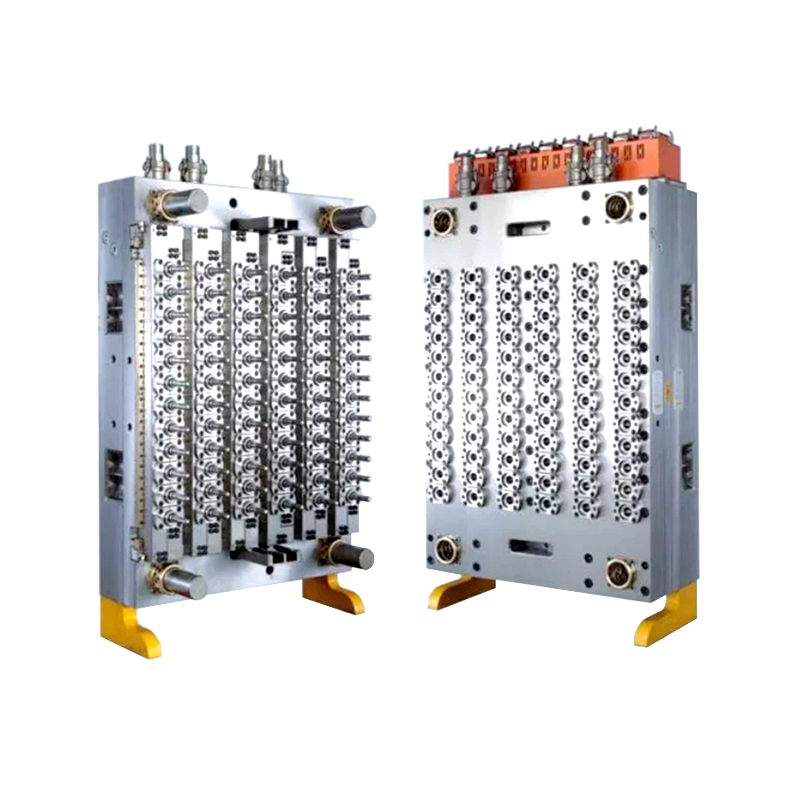
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See Details
Semi-Automatic Blowing Machines are specialized machines used in the production ...
See Details
An Injection Molding Machine is an essential industrial tool used for producing ...
See Details
The 8-cavity wide-mouth mold is designed to produce plastic containers with larg...
See Details
The hand-feeding blowing machine is an efficient tool designed for producing hig...
See Details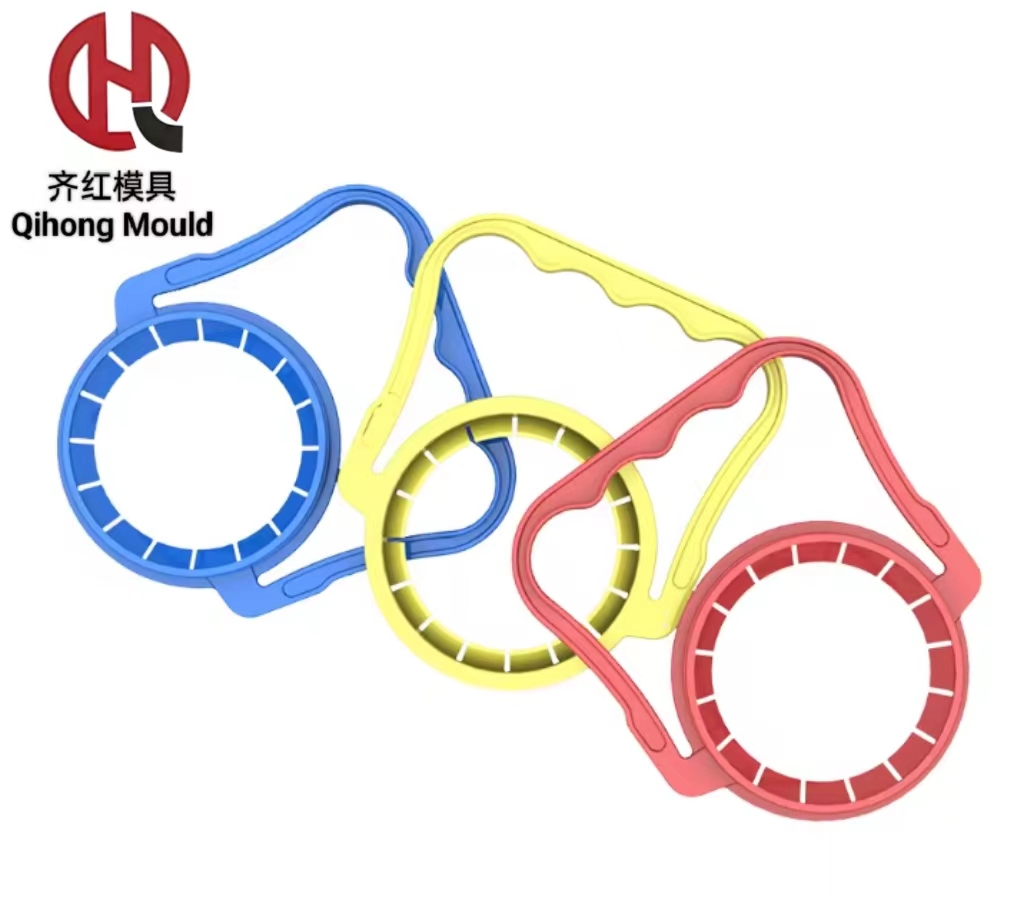
Mould Specifications Product : Plastic Handle Mould Brand : Taizhou Qihong...
See Details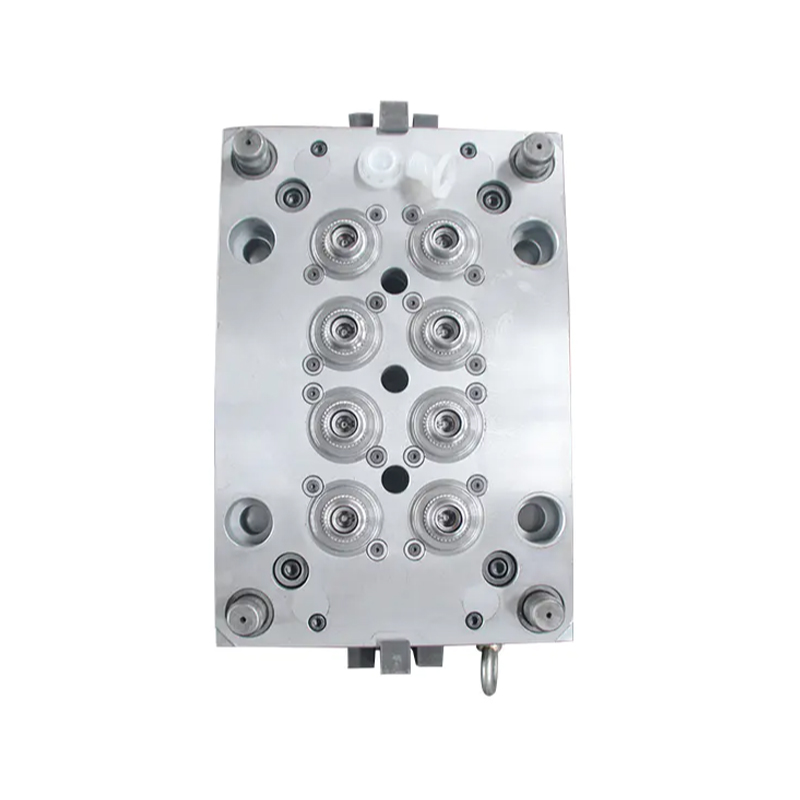
Spout Cap Mould is a EVA inner part of oil cap, match for 42mm pull out closure....
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+ (86) 13957659071 / + (86) 18158637057

E-Mail:[email protected]

ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

