 English
English русский
русский عربى
عربى


24-Cavity Preform Mold(Mould)
The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See DetailsIn modern manufacturing, custom plastic parts are rarely just about shape. Behind every tailored component, there is a balance of design decisions, material behavior, production time, and process planning. Bespoke injection moulding sits in this space where flexibility meets precision.
The cost of such production is not fixed. It shifts depending on multiple small and large influences. Some are visible early in design. Others only appear during production or scaling. Understanding these factors helps explain why two similar-looking parts can carry very different cost structures.
At first glance, custom moulding may seem straightforward. A design is created, a mould is prepared, and parts are produced. In practice, each step carries its own set of variables.
The variation in cost comes from how these variables interact. A small change in design can affect tooling effort. A material adjustment can shift production time. Even production volume changes the overall structure of cost distribution.
Rather than a single price point, bespoke moulding behaves more like a layered system. Each layer adds its own influence.
Design is often the starting point of cost variation. The shape of a part determines how complex the mould needs to be. Simple forms are easier to produce. More detailed structures require additional planning.
Features such as thin walls, deep sections, or internal structures can increase the effort required to create a stable mould. Even small design changes may affect how material flows during production.
Design also influences consistency. If a part is difficult to shape evenly, more adjustments may be needed during production, which can increase time and resource use.
A simple comparison:
| Design factor | Cost influence tendency |
|---|---|
| Simple geometry | Lower production effort |
| Moderate detailing | Balanced production planning |
| Complex structure | Higher mould preparation effort |
The relationship is not linear. Small details sometimes create large effects.
Material selection plays a quiet but important role. Different materials behave differently when heated, shaped, and cooled.
Some materials flow easily during production. Others require more controlled handling. This affects both processing time and consistency.
Material choice also influences waste levels. If a material is less predictable, more adjustments may be needed during early production stages.
Another factor is stability. Some materials maintain shape more easily after cooling. Others may require additional support in the moulding process.
These differences influence how smoothly production runs, which indirectly affects overall cost.
Volume has a strong influence on how cost is distributed. Small production runs often carry higher per-unit cost. Larger runs tend to spread fixed preparation work across more items.
However, the relationship is not only about quantity. It is also about setup effort. Preparing a production run takes time regardless of scale. That initial effort becomes more efficient when repeated over a larger batch.
In smaller batches, setup effort is not spread out as much. This is why custom or limited production often feels more expensive per item.
The cost balance shifts with scale, but the underlying work remains similar.
The mould is the core tool in injection moulding. Its design and construction play a major role in cost formation.
A simple mould follows straightforward shapes. A more detailed mould requires additional sections and careful alignment.
Complex moulds may also need more attention during production. Alignment, cooling behavior, and repeated use all affect long-term stability.
Once a mould is made, it is used repeatedly. This means early decisions about mould design continue to influence cost over time.
In many cases, mould complexity becomes one of the most significant contributors to upfront investment.
Time is closely tied to efficiency. Each production cycle takes a certain amount of time to complete. Longer cycles reduce the number of units produced within the same period.
Production time is influenced by several small elements. Material behavior, cooling process, and part size all contribute.
Even small delays in each cycle can accumulate over a full production run.
A simplified view:
| Time factor | Impact on production flow |
|---|---|
| Short cycle | Higher output rate |
| Moderate cycle | Balanced output |
| Extended cycle | Reduced output efficiency |
Time does not act alone. It interacts with design and material choices.
Tooling covers all the equipment preparation needed to form finished plastic parts. For custom injection moulding, this step needs precise matching between product design and what the production machines can actually deliver.
Setup means tuning machinery, running initial test samples, and fine‑tuning the whole process before mass production starts.
There are almost always trial‑and‑error tweaks during this phase. Minor changes are often required to fix material flow issues or keep production stable.
Tooling and setup don't directly make sellable parts, but they decide how smoothly manufacturing runs later on. Their impact runs through every part of the whole project.
Custom work is what makes bespoke moulding stand out. Even so, the more unique a project is, the more unknown factors come into play.
Standard‑style parts follow well‑proven methods. Highly custom designs often need brand‑new fixes and ongoing adjustments.
This adds to prep time and makes production less predictable. Unconventional designs require extra planning and assessment in the early stages.
Customisation gives more design freedom, but it also means more choices have to be made before and during production. That makes final costs harder to estimate upfront.
What level of quality you demand changes how strictly every production step is controlled. When tighter consistency is needed, manufacturers run more regulated processes.
This isn't about one quality level being superior to another. It just sets how closely finished products must stick to fixed standards.
For stricter consistency, more focus goes into steady production runs. That usually means extra inspection steps and slower adjustment phases.
Speed is not the main goal here. Reliable repeatable results are. That priority directly shapes the overall cost structure over time.
Even minor changes in design can shift production behavior. A slight change in thickness, curve, or internal structure may affect how material flows inside the mould.
These changes are not always visible in the final product. They appear during production as differences in timing or stability.
A small adjustment may require recalibration of the process. In some cases, it may also affect mould behavior over repeated use.
This is why early design decisions carry long-term influence.
As production continues, processes often stabilize. Early adjustments become less frequent. Output becomes more consistent.
However, scaling does not remove underlying cost factors. It simply spreads them differently.
Fixed preparation work becomes less significant per unit. Variable production costs remain linked to time, material, and complexity.
Scaling helps balance efficiency, but it does not eliminate structural influences.
Production does not happen in isolation. Environmental conditions can influence material behavior and machine performance.
Temperature, humidity, and general workspace conditions may subtly affect consistency. These influences are usually small, but they can accumulate over long production cycles.
Operational conditions such as machine wear or workflow changes also contribute. Over time, small variations may require adjustment.
These factors are often indirect but still part of the overall cost structure.
Two products may appear similar in shape and size. Yet their production paths can differ significantly.
Differences may come from:
Each of these factors influences effort at different stages. When combined, they create variation in cost even for visually similar items.
A mould is not used once. It is reused across multiple production cycles. Over time, its performance becomes part of cost efficiency.
A stable mould supports consistent output. A less stable one may require more attention during repeated use.
The long-term behavior of the mould influences how predictable production becomes. This predictability is often reflected in overall cost planning.
Over time, the initial investment and ongoing use become closely connected.
The cost of bespoke injection moulding does not come from a single source. It builds from multiple connected factors.
Design choices, material behavior, production scale, tooling complexity, and time all interact. Each one influences how smoothly production moves.
The result is not a fixed formula. It is a dynamic structure shaped by decisions made at different stages of development and production.
In practice, cost reflects not only what is made, but how it is made and how often it is repeated.

The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details
The 12-Cavity PET Preform Mold is a high-quality, durable solution designed to m...
See Details
The 8-cavity wide-mouth mold is designed to produce plastic containers with larg...
See Details
A Handle Mold is a specialized mold used in the manufacturing of plastic handles...
See Details
The hand-feeding blowing machine is an efficient tool designed for producing hig...
See Details
Mould Specifications Product : Preform Mould Brand : Taizhou QihongMould C...
See Details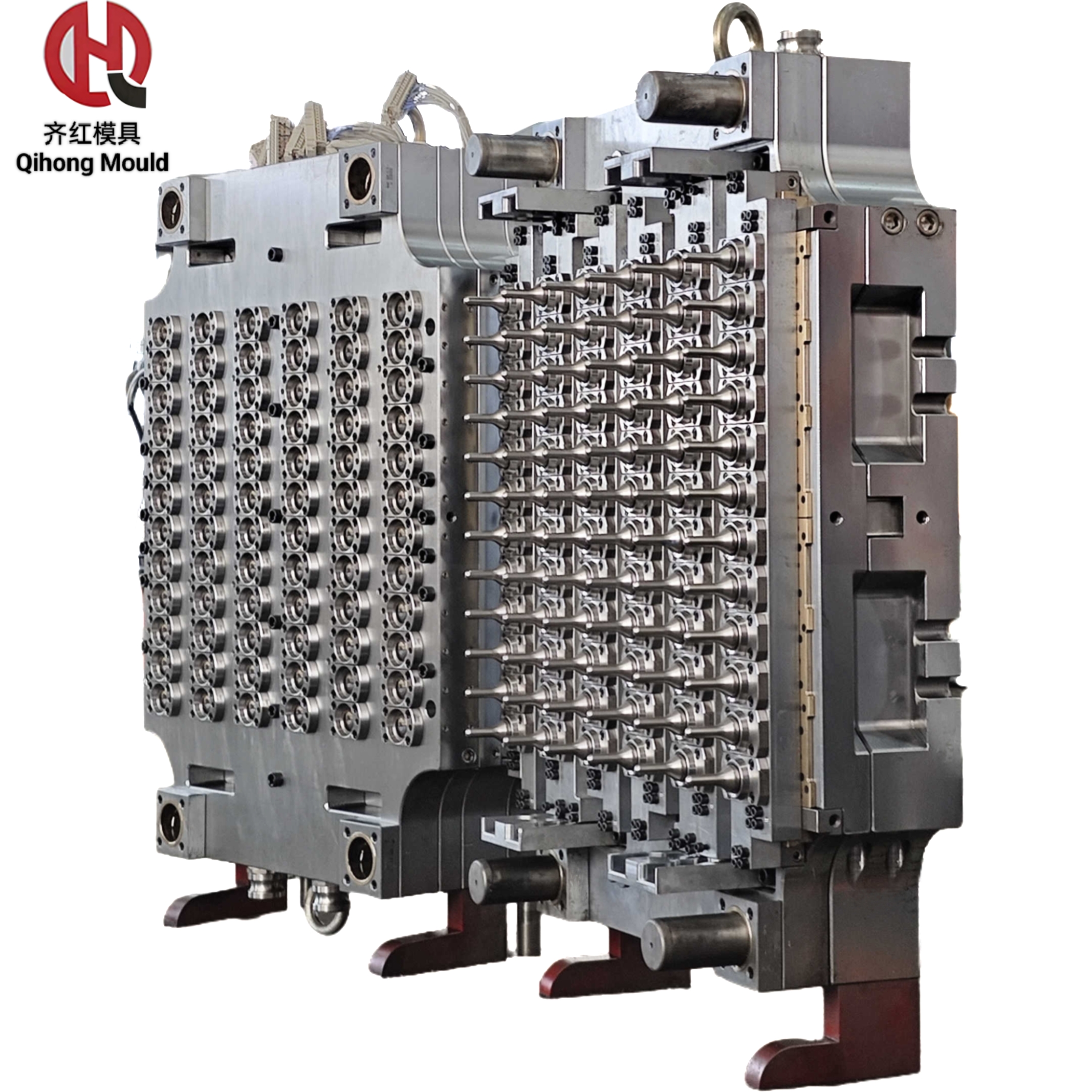
PET Preform Mold Design focuses on high precision structure and stable productio...
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

