 English
English русский
русский عربى
عربى


24-Cavity Preform Mold(Mould)
The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details
In Plastic Preform Moulds, wall thickness does not become uneven all at once. It usually starts from small changes inside the cavity that are not easy to notice at the beginning. The material still flows, the mold still closes, and the cycle still runs normally. But inside the structure, the balance is already slightly different.
Most of the time, the early stage begins with flow not being fully balanced. When molten material enters the cavity, it does not always move at the same speed in every direction. Some areas fill a little faster, while others lag behind. That small difference slowly builds into variation in thickness.
Cavity shape also plays a role here. If one section of the cavity allows smoother movement than another, the material naturally follows the easier path. Over time, that creates uneven distribution without any obvious warning.
A Plastic Preform Mould Manufacturer usually looks at these early signs during design and testing stages, because once the imbalance becomes stable in production, it tends to repeat across cycles.
In simple terms, uneven wall thickness often begins quietly, then becomes more visible as production continues.
Inside Plastic Preform Moulds, material flow is never completely uniform. Even under stable conditions, the movement of material changes slightly as it travels through different cavity sections.
Flow speed is one of the main factors. When material moves faster in one direction and slower in another, thickness distribution starts to shift. The faster flow tends to push material unevenly, while slower areas receive less filling pressure.
There is also resistance inside the cavity. Some areas naturally create more resistance due to shape changes or narrow paths. Material does not always respond evenly to these differences, which leads to small imbalances.
A simple way to look at it:
A Plastic Preform Mould Manufacturer often studies how flow behaves inside different cavity shapes before finalizing a structure, because once flow direction is set, it is not easy to correct later in production.
Cavity design quietly controls how material behaves inside Plastic Preform Moulds. Even small differences in shape can change how material moves, spreads, and settles.
When the cavity is symmetrical and smooth, material tends to distribute more evenly. But if there are sudden changes in direction or sharp transitions, flow can slow down or accelerate in unexpected ways.
One important factor is transition zones. These are areas where the shape changes from wide to narrow or from straight to curved. If these transitions are not balanced, material may gather more in some regions while leaving others slightly underfilled.
A Plastic Preform Mould Manufacturer usually pays attention to:
These are not visible from outside, but they strongly influence how thickness develops inside the preform.
Injection pressure plays a steady but important role in Plastic Preform Moulds. It controls how forcefully material enters the cavity and how well it reaches every corner.
When pressure is balanced, material spreads more evenly. But when pressure drops too early or varies during filling, some areas may not receive the same amount of material.
This creates a simple chain effect:
It is not always about high or low pressure. Sometimes the timing of pressure matters more than the level itself.
A Plastic Preform Mould Manufacturer usually adjusts pressure behavior together with flow design, because both are connected during actual production.
Temperature inside Plastic Preform Moulds is never completely fixed. It changes slightly during repeated cycles, even if the system looks stable from outside.
When temperature rises in some areas and stays lower in others, material reacts differently. Warmer zones keep material fluid for longer, while cooler zones start solidifying earlier.
This difference affects thickness in a subtle way:
It is not a sudden effect. It builds gradually as cycles continue.
A Plastic Preform Mould Manufacturer usually considers how heat moves across the mold body, not just how material flows inside it.
Cooling is closely connected to wall thickness stability. Inside Plastic Preform Moulds, cooling channels guide how heat leaves the structure after material is injected.
If cooling is balanced, solidification happens in a more uniform way. But when cooling speed differs across sections, material freezes at different times. This creates uneven thickness patterns.
Cooling influence can be observed in a simple way:
| Cooling Behavior | Material Reaction | Thickness Result |
|---|---|---|
| Balanced cooling | Even solidification | Stable thickness |
| Uneven cooling | Mixed solidification timing | Variation in thickness |
| Slow cooling zones | Delayed hardening | Thicker sections |
| Fast cooling zones | Early solidification | Thinner sections |
A Plastic Preform Mould Manufacturer often adjusts cooling layout carefully because it affects not only thickness but also overall cycle behavior.
Material used in Plastic Preform Moulds does not always behave in a predictable way. It changes under heat, pressure, and cooling conditions.
When material melts, it becomes more flexible, but it still carries internal resistance. This resistance affects how easily it moves inside the cavity.
After injection, material begins to shrink slightly as it cools. This shrink behavior is not always uniform. Some sections contract more than others, depending on cooling speed and local structure.
Key points include:
A Plastic Preform Mould Manufacturer usually considers material behavior together with mold structure, since both influence final thickness balance.
When Plastic Preform Moulds use multiple cavities, the system becomes more sensitive to small differences. Each cavity is expected to behave in a similar way, but in practice, small variations can appear.
Material may reach one cavity slightly earlier than another. Pressure distribution may not be identical across all cavities. Even cooling response can differ slightly.
Over time, this leads to:
A Plastic Preform Mould Manufacturer usually monitors balance between cavities, because once imbalance appears, it tends to repeat in every cycle unless adjusted.
Wear is a slow process inside Plastic Preform Moulds. It does not happen suddenly, and it is often difficult to notice in early stages.
As mold surfaces are used repeatedly, small changes begin to appear. Edges may become slightly smoother, and cavity surfaces may lose some original detail.
These small changes affect how material flows:
A Plastic Preform Mould Manufacturer usually tracks wear patterns over time to keep production behavior stable.
Injection speed controls how quickly material enters the cavity. In Plastic Preform Moulds, speed is closely connected to flow balance.
If material enters too quickly, it may create turbulence in some areas. If it enters too slowly, it may start cooling before reaching all parts of the cavity.
This leads to different thickness results:
The challenge is not only speed itself, but how it matches cavity design and material behavior.
Gate design inside Plastic Preform Moulds often decides how material first enters the cavity, and this early movement usually sets the tone for the rest of the filling process.
If the gate position is well balanced, material can spread in a more controlled way. But if the entry point pushes material toward one side first, flow naturally becomes uneven. That uneven start can stay visible all the way through the final preform shape.
In practical use, some common behaviors appear:
A Plastic Preform Mould Manufacturer usually studies gate positioning together with cavity layout, because even a small shift in entry direction can change distribution behavior.
Air inside the cavity has to leave smoothly during injection. If it stays trapped, material cannot fully occupy the space, and flow becomes irregular.
In Plastic Preform Moulds, venting is not always visible during operation, but its effect shows through material behavior.
When venting is not balanced:
When venting works smoothly, material movement feels more stable and predictable.
A Plastic Preform Mould Manufacturer usually adjusts vent paths carefully, because trapped air often causes subtle but repeated variation in output.
Every cycle in Plastic Preform Moulds repeats a similar process, but small changes can still happen from cycle to cycle. These small differences are not always noticeable at first.
Over time, cycle variation may appear in:
When these factors shift slightly, wall thickness can also change in a slow and gradual way.
It is not a sudden shift. It usually feels like small variation appearing across repeated runs, especially during longer production periods.
A Plastic Preform Mould Manufacturer often focuses on keeping cycle behavior steady so that small changes do not accumulate into larger differences.
Uneven wall thickness rarely comes from a single cause. In most Plastic Preform Moulds, it is the result of several small factors working together.
Flow behavior, temperature differences, pressure changes, cooling speed, and even wear conditions all interact in the same system. When one factor shifts slightly, others often respond in their own way.
A simple interaction pattern can look like this:
Each step is small, but together they form a visible result.
A Plastic Preform Mould Manufacturer usually looks at these factors as a connected system rather than isolated points.
Thickness variation is often treated as a signal rather than just a defect. It reflects how the system is behaving inside Plastic Preform Moulds.
When variation appears, it usually means something in the balance has shifted. It may come from flow, cooling, pressure, or even cavity condition.
Instead of focusing only on the result, operators often observe patterns:
These patterns help identify where the imbalance might be coming from.
A Plastic Preform Mould Manufacturer usually uses these signals to adjust design or process behavior in a controlled way.
Plastic Preform Moulds do not work in isolation. They rely on coordination between design, machine settings, material behavior, and cooling conditions.
When these parts work together smoothly, thickness variation tends to stay under control. But if one part shifts slightly without adjustment, imbalance can slowly appear.
Coordination usually involves:
A Plastic Preform Mould Manufacturer often treats this as an ongoing adjustment process rather than a one-time setup.
External conditions also play a quiet role in Plastic Preform Moulds. They do not directly shape the material, but they influence how stable the system behaves during operation.
Changes in surrounding temperature can slightly affect mold heating and cooling balance. Air conditions may also influence material handling before injection.
Possible influences include:
These effects are usually subtle, but they can contribute to overall thickness variation when combined with internal factors.
Maintenance is often overlooked, but in Plastic Preform Moulds, it plays a quiet role in keeping thickness behavior stable over time.
When cavities are cleaned and inspected regularly, material flow stays more predictable. When small wear or residue builds up, flow paths may change slightly.
Typical maintenance influence includes:
A Plastic Preform Mould Manufacturer usually integrates maintenance into regular production planning rather than treating it as a separate task.
At the end of the process, wall thickness is not the result of a single factor but a combined behavior of the whole system inside Plastic Preform Moulds.
When balance is stable, material flows evenly, cooling behaves consistently, and pressure remains controlled. In that case, thickness variation stays limited.
When balance shifts, even slightly, the system reacts step by step, and small differences begin to appear in the final product.
It is less about one major issue and more about how many small details stay aligned during operation.
Uneven wall thickness in Plastic Preform Moulds is usually not sudden. It develops quietly through flow behavior, structural design, temperature response, and cycle interaction.
Each part of the system plays a role, and small shifts in any part can slowly influence the final result.
For a Plastic Preform Mould Manufacturer, the focus is often on keeping these small elements aligned so that production behavior remains steady and predictable over time.

The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details
Semi-Automatic Blowing Machines are specialized machines used in the production ...
See Details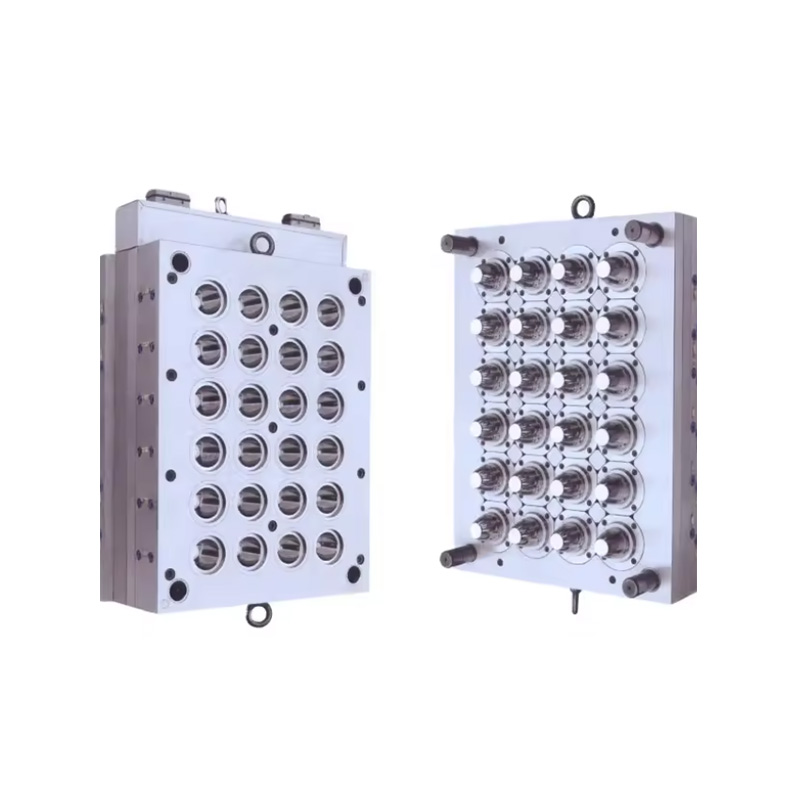
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
See Details
Product Name: Water/Beverage Bottle Mold A Water/Beverage Bottle Mold is a speci...
See Details
This Five Gallons Bottle Mold(Mould) comes straight out of Taizhou, Zhejiang—bui...
See Details
The 24-cavity wide-mouth mold is a precision tool designed for producing wide-mo...
See Details
Flip Top Cap also know as Flip Top Caps & Cap mould Stopper Cap is one of ty...
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

