 English
English русский
русский عربى
عربى


48-Cavity Preform Mold(Mould)
The Qihong 48-Cavity Preform Mold(Mould) is the ideal choice for high-volume PET...
See Details
In many factories and workshops, moulds sit at the center of how things get made. They take raw material and give it the shape needed for everyday items. One detail that quietly shapes the whole process is how many cavities sit inside the mould. That number changes how many pieces drop out after each cycle, how the material spreads through the tool, and how close the finished parts stay to each other in size and look.
Even though cavity count sounds like a shop-floor technical matter, it touches real daily decisions. It affects how the line runs, how long each batch takes, and how teams schedule their shifts. Various Cavity Numbers Moulds give workshops a way to move between smaller, more attentive runs and bigger volumes without tearing everything apart and starting over with new equipment.
A steady Various Cavity Numbers Moulds Manufacturer pays attention to how the material acts when it is hot, how heat moves inside the tool, and how tiny differences between spaces can build up after hundreds of cycles. The point is to keep the line running in a calm, predictable way that matches the number of parts the job actually calls for.
Taizhou Qihong Mold Co., Ltd. has provided practical solutions in mould design that balance production efficiency with reliability, helping factories handle different production requirements with confidence.
Think of a cavity as the empty pocket cut into the mould where the material flows in and takes its final form. Whether the material is plastic, resin, or something similar, it fills that space and then sets. One cavity lines up with one finished piece each time the machine completes its cycle, so the total count of cavities decides how many items come out together.
When teams design these spaces, a few practical matters usually come up:
For a Various Cavity Numbers Moulds Manufacturer, these points are part of routine thinking. The idea is to build a tool that runs reliably day after day. That means planning for even flow, steady cooling, and parts that release without drama, rather than simply packing in as many spaces as the steel will hold.
Single cavity moulds keep things basic — just one forming space inside the tool. Because there is only one area to watch, operators can often spot what is happening during filling, cooling, and release, and make small tweaks more easily.
Common traits of single cavity moulds include:
Single cavity moulds tend to fit situations where:
The clear limit is that each cycle delivers only one piece. When orders pick up, the shop may need to run the machine longer or bring in extra machines. Even with that, the straightforward setup often suits workshops that put quality checks ahead of maximum speed.
Double cavity moulds add a second matching space inside the same tool. Now two pieces form side by side during one cycle, which raises output without turning the whole process into something much more complicated.
Key points that come up with double cavity moulds are:
Double cavity moulds often appear when demand has moved past what one cavity can comfortably handle, yet the volume does not yet justify a much larger and heavier tool. They sit in a practical middle ground — more pieces per cycle while the day-to-day operation does not feel overly demanding. Operators can usually keep an eye on the process without needing extra sensors or constant fine-tuning.
Multi cavity moulds carry more than two forming spaces, often arranged in a pattern meant to keep flow and cooling as even as possible. The main aim is to turn out more parts in the same amount of time the machine takes for a single cycle.
Setting up these moulds brings several practical matters to the surface:
Even with these extra layers of attention, multi cavity moulds are a common sight for parts that stay the same design and run in steady quantities. When the layout and runner system are planned thoughtfully, the pieces that come out tend to stay close to one another in quality. Regular monitoring during production helps catch small shifts before they affect a full batch.
| Feature | Single Cavity | Double Cavity | Multi Cavity |
|---|---|---|---|
| Products per cycle | 1 | 2 | Several |
| Design Complexity | Simple | Moderate | High |
| Material Flow | Easy | Needs attention | Critical |
| Cooling | Easy | Moderate | Careful control needed |
| Maintenance | Low | Moderate | More detailed |
| Ideal Application | Small to medium, detailed | Medium volume | High volume, standardized |
Multi cavity moulds are particularly suitable when a factory wants to produce a larger number of identical items efficiently. While they take more planning and attention, they can significantly increase output if managed well.
Key Observations:
Choosing the right cavity type involves considering production needs, product complexity, and available machinery. Working with a capable Various Cavity Numbers Moulds Manufacturer ensures that the mould matches production goals without causing unnecessary complications.
When shops choose between single, double, and multi cavity moulds, the decision goes beyond simply counting how many pieces come out each cycle. The number of cavities touches how the line flows, how much attention the tool needs, how costs add up over time, and how comfortable operators feel running the job day after day.
Output Efficiency
Operational Cost and Maintenance
Flexibility vs. Complexity
Ease of Training
Several everyday factors help shops settle on the right cavity count. No one type fits every job; the choice grows out of what the part looks like, how many are needed, and what the shop already has on the floor.
Product Complexity and Size
Material Behavior
Production Volume Expectations
Equipment Compatibility
Operational Constraints
Building a mould with more than one cavity goes beyond repeating the same shape several times. A few real technical hurdles usually appear and can affect how consistently the parts come out and how long the tool lasts.
Flow Balance and Uniform Filling
Cooling System Arrangement
Dimensional Consistency
Mould Life and Wear
Shops keep looking for ways to make cavity layouts work more smoothly and dependably. A few patterns stand out in how teams approach these tools.
These directions influence how Various Cavity Numbers Moulds Manufacturer plan and build each project, aiming for tools that match the actual production demands without adding needless complication.
A manufacturer focused on different cavity counts does more than cut steel and deliver a tool. They sit between the production requirements on one side and the realities of running the mould on the other.
Engineering Capabilities
They turn the part drawing and volume targets into a mould that can run reliably cycle after cycle. This includes thinking through material flow, equipment limits, and how the cavities will behave together when the machine closes.
Customization
Every product brings its own shape, material, and expected run size. The mould usually gets tailored to fit those specifics rather than pulled from a standard catalog.
Quality Control Practices
Checks during building ensure that each cavity lines up closely with the others. Even small differences can show up once production starts, so careful inspection helps keep the whole set consistent.
Collaboration
Close conversations with the customer early on help spot possible trouble spots before the mould reaches the floor. That early input often reduces the number of changes needed once the tool starts running.
Once the mould is on the machine, a handful of day-to-day realities shape how smoothly things go.
Setup and Changeover
Single cavity moulds generally go on and off the machine more quickly and need less fine tuning. Multi cavity moulds often take longer to set up, with more attention paid to alignment and balance before the first cycle begins.
Production Planning
Knowing how many pieces drop out each cycle helps teams schedule press time and downstream steps. Multi cavity tools can cut the total number of cycles needed, though they usually ask for steadier monitoring to keep quality even.
Risk Management
With more cavities running together, a problem in one space can touch the whole batch. Shops often build in extra inspection steps and backup plans to limit how far any single issue spreads.
Workforce Skills
Operators need a working feel for how material, heat, and cavity layout interact. This understanding matters more as the number of cavities grows, especially when keeping every piece within acceptable limits.
Cavity layouts keep moving forward as factories look for steadier output, shorter cycles, and the ability to handle changing part designs.
New products with different shapes or materials push teams toward layouts that can adapt without starting from scratch each time.
Better machining, improved steels, and simulation tools help reduce the amount of trial running needed to get a mould dialed in.
The steady aim remains stable production with less waste and fewer stops, achieved by paying close attention to how each cavity works with the others inside the tool.
Choosing between single, double, or multi cavity moulds comes down to matching the tool to the actual job at hand — the part geometry, the volume needed, and the way the shop already runs. Working thoughtfully with a skilled Various Cavity Numbers Moulds Manufacturer helps turn those requirements into a mould that supports reliable, day-to-day production while keeping quality and workflow in balance.
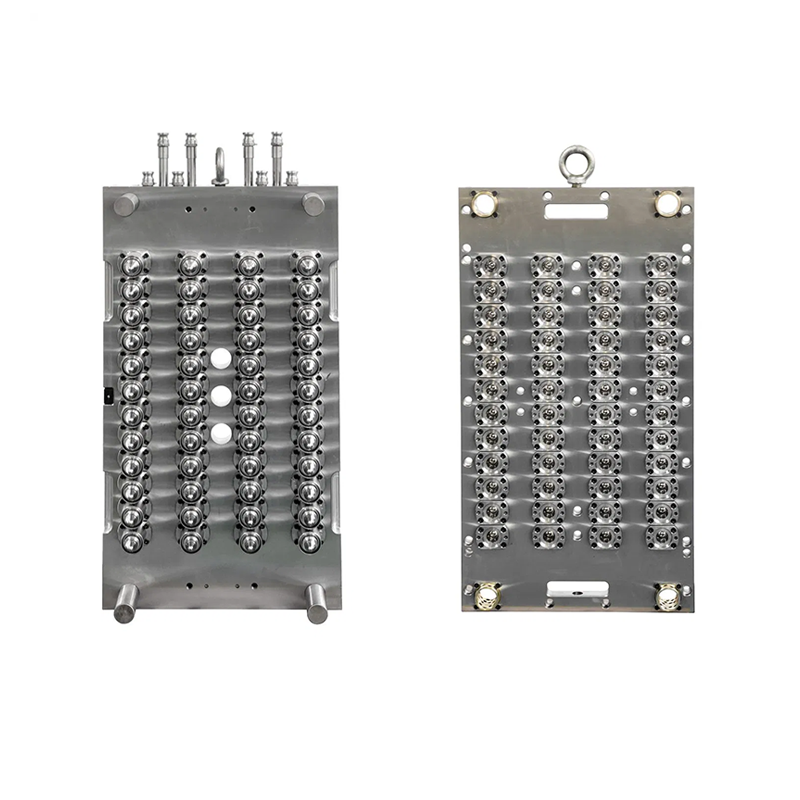
The Qihong 48-Cavity Preform Mold(Mould) is the ideal choice for high-volume PET...
See Details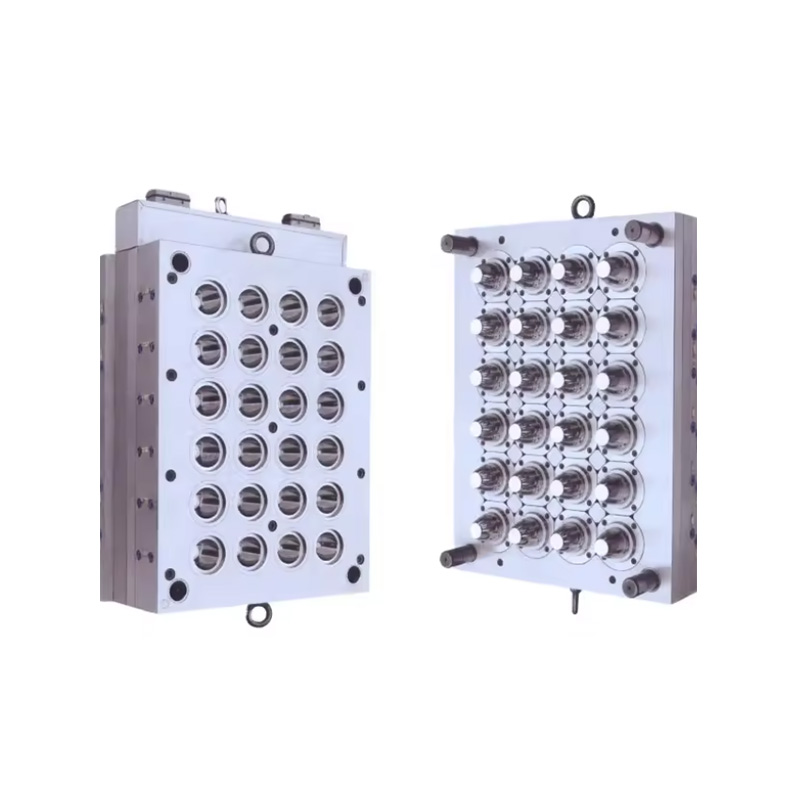
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
See Details
The 12-Cavity PET Preform Mold is a high-quality, durable solution designed to m...
See Details
The 24-cavity wide-mouth mold is a precision tool designed for producing wide-mo...
See Details
The 18-cavity wide-mouth mold is a high-efficiency tool specifically designed fo...
See Details
Mould Specifications Product : Blowing Mould Brand : Taizhou QihongMould C...
See Details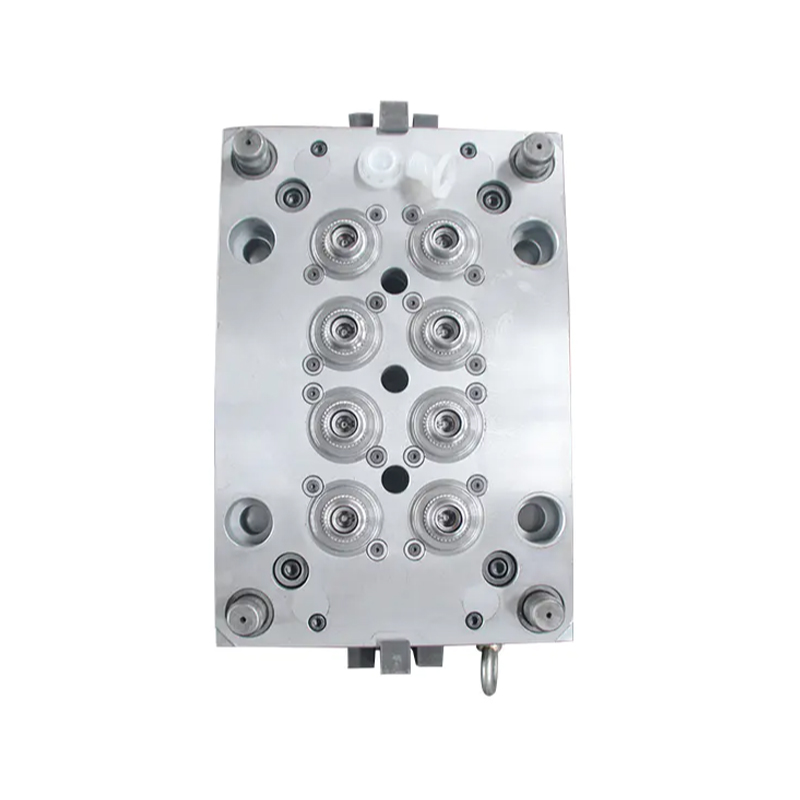
Spout Cap Mould is a EVA inner part of oil cap, match for 42mm pull out closure....
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

