 English
English русский
русский عربى
عربى


48-Cavity Preform Mold(Mould)
The Qihong 48-Cavity Preform Mold(Mould) is the ideal choice for high-volume PET...
See DetailsIn the world of manufacturing, the importance of precision and efficiency cannot be overstated, especially when it comes to producing high-quality plastic products. Preform moulds play a crucial role in this process, serving as the foundation for creating bottles, containers, and other plastic items.
Every single detail gets locked in the day that mould is cut. Once the steel is machined, there's no "fixing it later" without spending more than the mould cost in the first place.
Too many buyers treat preform moulds like just another commodity purchase. The ones who win long-term treat them like the heart of their entire PET operation, because that's exactly what they are.
So before you send that next purchase order and cross your fingers, are you ready to learn the critical decisions that separate a mould that quietly prints money for ten years from one that quietly bleeds it?
Preform moulds are tools used to create preforms, which are the initial shapes of plastic products before they undergo further processing, such as blow molding or injection molding. These preforms are typically produced from materials like PET (polyethylene terephthalate) and serve as the foundation for manufacturing bottles, jars, and other containers.
The quality and precision of preform moulds directly influence the characteristics of the final products, including their strength, clarity, and overall performance. Therefore, investing time and resources into customizing these moulds is crucial for any manufacturer looking to optimize their production line.
The smartest bottle makers and brand owners don't treat preform moulds as a commodity. They treat them as a long-term investment where small upfront decisions create massive returns for the next decade.Choosing the right mould partner isn't about finding the lowest price today; it's about locking in the lowest total cost and highest quality for the next decade of production.
That's exactly why, at Taizhou Qihong Mold Co., Ltd., we treat every preform mould like the critical investment it is. From compact entry-level tools to full 144-cavity high-cavitation systems, we use proven hot-runner technology, optimized cooling designs, premium steels, and rigorous shot-after-shot validation to deliver preforms that hit weight, wall thickness, and clarity targets without compromise.
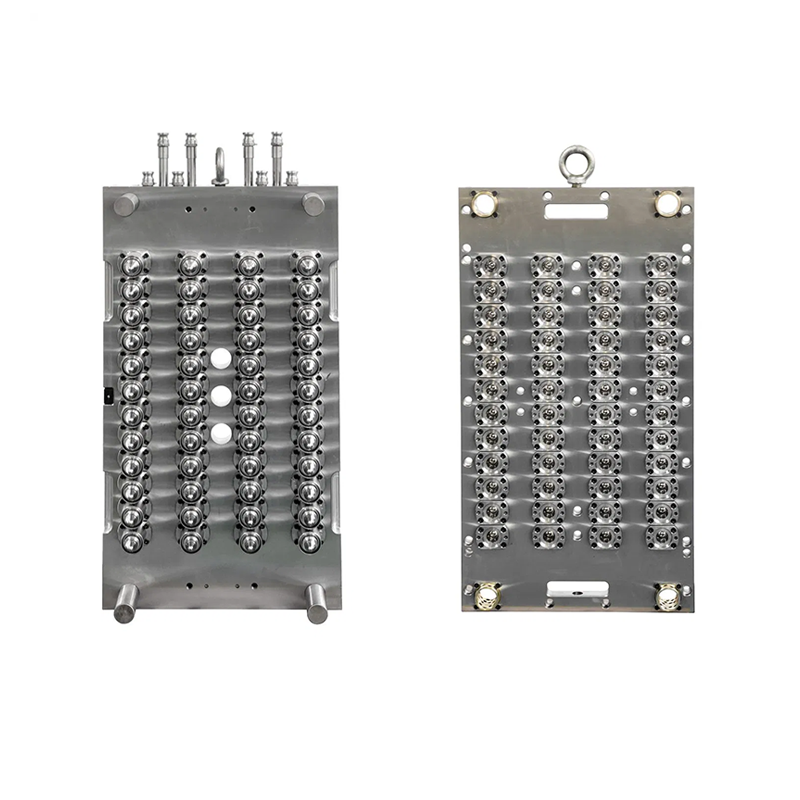
The Qihong 48-Cavity Preform Mold(Mould) is the ideal choice for high-volume PET...
See Details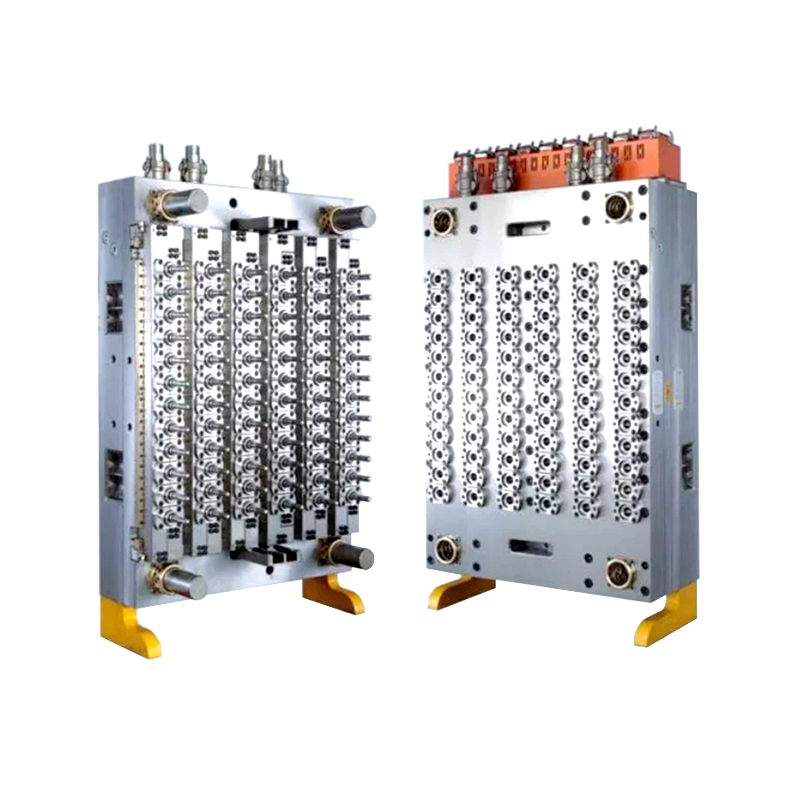
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See Details
Semi-Automatic Blowing Machines are specialized machines used in the production ...
See Details
Product Name: Water/Beverage Bottle Mold A Water/Beverage Bottle Mold is a speci...
See Details
This Five Gallons Bottle Mold(Mould) comes straight out of Taizhou, Zhejiang—bui...
See Details
The 24-cavity wide-mouth mold is a precision tool designed for producing wide-mo...
See Details
Custom Made Plastic Molds are designed for high precision and flexible plastic p...
See Details
Water and beverage preform mold, Edible oil preform mold, Preform Mold for cosme...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

