 English
English русский
русский عربى
عربى


Five Gallons Bottle Mold(Mould)
This Five Gallons Bottle Mold(Mould) comes straight out of Taizhou, Zhejiang—bui...
See DetailsI still remember the day a new plant manager asked me, “Why do we spend half a million on the preform mould and only twenty grand on the blow moulds? They both make bottles, right?”
I almost spat my coffee. Fifteen years later, I still hear the same question. Here's the answer I now give everyone, in plain factory English.
They don't both make bottles. Only one does.
Preform mould → makes a thick, test-tube-shaped lump of PET weighing 18–50 g. Looks like a lab sample with a neck finish on top.
Blow mould → takes that lump, heats it like crazy, stretches it, then blasts it with 40 bar air until it finally becomes the bottle you put on the shelf.
One is injection. One is stretch-blow. Different machines, different physics, different money.
Cash reality
You will own one preform mould for the lifetime of the line and a whole cupboard full of blow moulds. That alone should tell you which one deserves the sleepless nights.
Material they're made of
Precision level is not even close
Cooling philosophy
What actually limits your speed
Maintenance life
Which one to lose sleep over
Bottom line you can take to the bank
Get the preform mould right and almost any decent blow mould will give you a sellable bottle. Get a cheap preform mould and even a $100,000 engraved blow mould will only make expensive scrap.
I've lived both sides. Trust me on this one.

This Five Gallons Bottle Mold(Mould) comes straight out of Taizhou, Zhejiang—bui...
See Details
The 12-Cavity Wide-Mouth Mold(Mould) is made for manufacturers running wide-mout...
See Details
Our Cosmetic Bottle Mold is engineered for precision, reliability, and durabilit...
See Details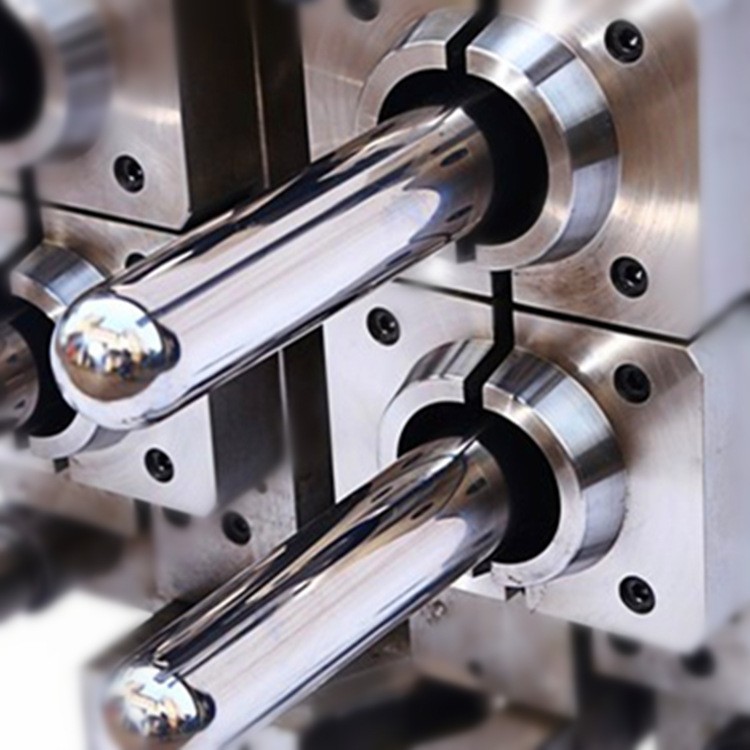
Mould Specifications Product : Preform Mould Brand : Taizhou QihongMould C...
See Details
Water and beverage preform mold, Edible oil preform mold, Preform Mold for cosme...
See Details
Flip Top Cap also know as Flip Top Caps & Cap mould Stopper Cap is one of ty...
See Details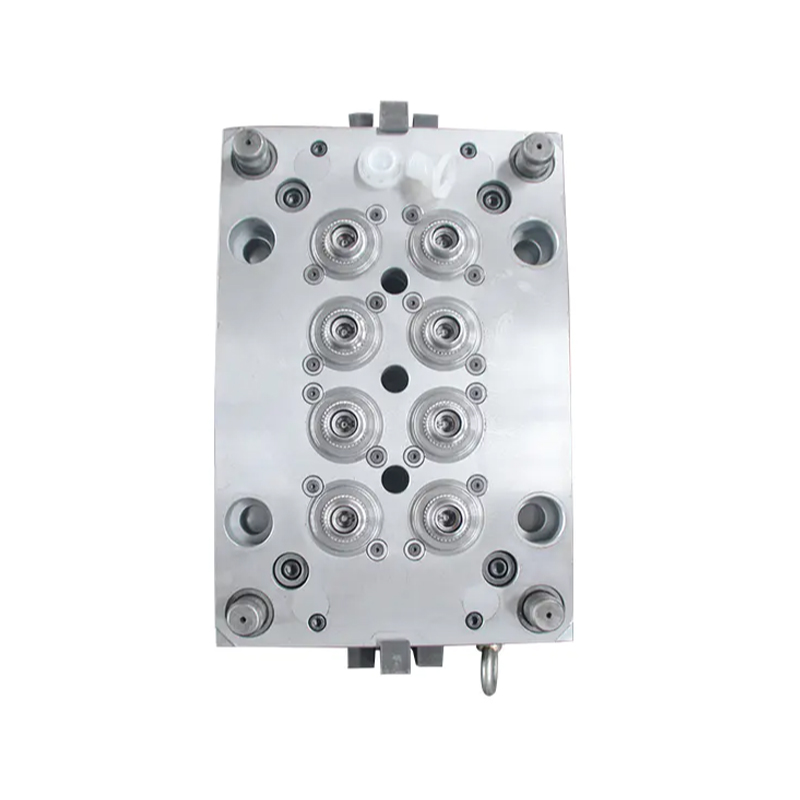
Spout Cap Mould is a EVA inner part of oil cap, match for 42mm pull out closure....
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

