 English
English русский
русский عربى
عربى


72-Cavity Preform Mold(Mould)
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See DetailsThe PET bottle industry revolves around one critical component: the preform. A preform is the test-tube-shaped piece of PET that is later heated and stretch-blown into the final bottle. The quality, consistency, and cost-efficiency of every PET bottles depend almost entirely on how well the injection mould that produces these preforms (commonly called the "preform mould" or "PET preform mould"is designed, operated, and maintained.
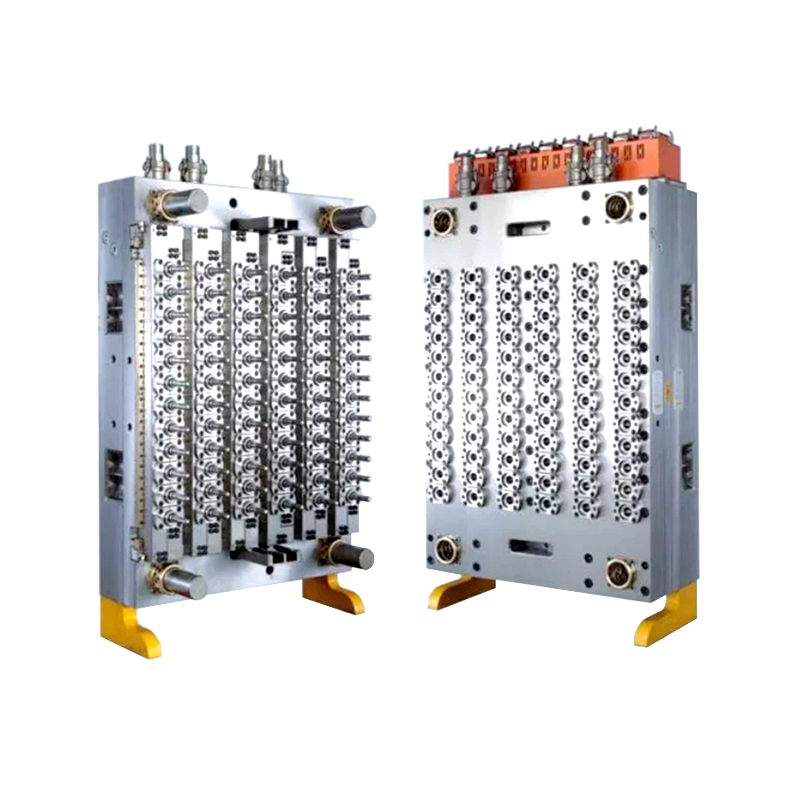
A preform mould is a high-precision, multi-cavity injection mould (typically 16 to 192 cavities, sometimes more) that injects molten PET at 270–290 °C into cold mould cavities (8–14 °C) to form preforms in 10–25 seconds cycle time. Modern moulds are almost always hot-runner systems with valve gates because cold-runner systems are no longer economically viable for PET.

Key parts of a typical preform mould:
A preform is a small, test-tube-like piece of plastic that is produced through injection moulding. These preforms are then heated and blown into the desired shape using a blow moulding machine. The preform's design is crucial as it determines the final product's shape, strength, and functionality.
Before You Even Hang the Mould
Never rush installation. A few careful checks save days of headaches:
Preheat the hot runner gently long before the mould touches the platens. Lift only from designated points. Close the clamp slowly at first, then apply full tonnage only when everything is perfectly seated.
Connect cooling water from the coldest, cleanest source available. Connect air or servo lines for the valve gates. Only then connect the heater and thermocouple cables – a reversed thermocouple can destroy an entire manifold in minutes.
There is no single magic setting that works for every preform weight, wall thickness, or number of cavities, but experienced plants follow the same basic principles:
Keep the melt hot enough to flow freely but not so hot that it degrades. Keep the hot-runner temperatures even across all zones – small adjustments make big differences. Keep the mould itself as cold as the cooling system can manage without causing condensation. Inject fast enough to fill every detail before the gate freezes, then switch to gentle holding pressure just long enough to compensate for shrinkage. Cool long enough for the thickest section to solidify, but not a moment longer – every extra second costs money and can create stress.
The preforms themselves tell you exactly what needs to change:
A white halo around the gate means the gate area cooled too slowly or holding pressure was too low. Visible sink marks on the body mean not enough material was packed in while the gate was still open. Flash around the neck finish almost always means the split neck rings are not closing perfectly or clamp force is insufficient. Incomplete preforms (short shots) point to blocked gates, cold melt, or injection speed too slow. Off-taste in bottled water usually traces back to excessive melt temperature or poorly dried resin. Oval or out-of-round neck finishes come from uneven neck-ring cooling or mechanical misalignment.
Most of the cycle is spent removing heat. Even a small rise in average mould temperature steals precious seconds from productivity and adds internal stress to the preform.
Separate cooling circuits for cavities, cores, necks, and gate area are essential. Turbulent flow in every channel, balanced flow rates, and close monitoring of return-water temperature separate average plants from world-class performers.
The tiny pins that seal each gate must move perfectly every cycle. Sticky or slow actuation creates strings, crystallinity, or blocked gates. Regular cleaning and timely replacement of pins and seals keep the system reliable for millions of cycles.
Treat the mould like the precision instrument it is:
Molten PET is dangerous. Hot manifolds burn instantly. High-pressure water and air lines can injure. Always use proper guards, heat-resistant gloves, face shields, and full lock-out procedures before putting any body part near moving steel.
The best plants today run extremely fast cycles with almost no scrap, moulds that last for tens of millions of shots, and energy consumption that would have seemed impossible a decade ago.
They achieve this through modern all-electric or servo-hydraulic machines, hot runners with individual tip control, real-time process monitoring, and above all an obsessive culture of cleanliness, measurement, and preventive maintenance.
A preform mould is far more than a chunk of machined steel. It is the beating heart of the entire packaging line. Feed it clean, dry resin. Keep it cold, clean, and perfectly aligned. Listen carefully to what the preforms are telling you. Do these things consistently, and the mould will reward you with flawless output, day after day, year after year.
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See Details
Automatic blowing machines are essential equipment in modern bottle manufacturin...
See Details
Product Name: Water/Beverage Bottle Mold A Water/Beverage Bottle Mold is a speci...
See Details
The 8-cavity wide-mouth mold is designed to produce plastic containers with larg...
See Details
Our Cosmetic Bottle Mold is engineered for precision, reliability, and durabilit...
See Details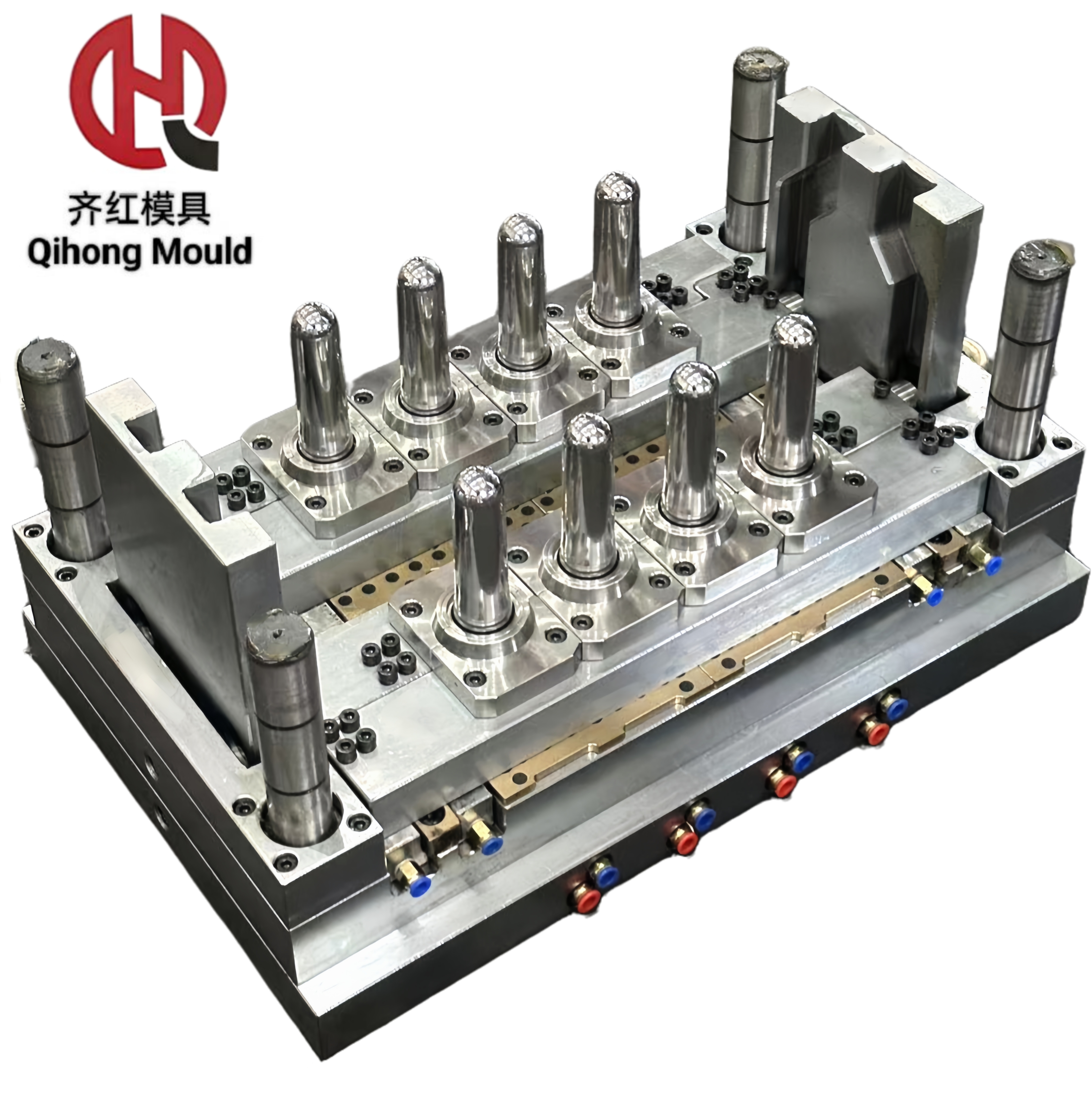
Jar Preform Mold is designed for accurate and efficient production of plastic pr...
See Details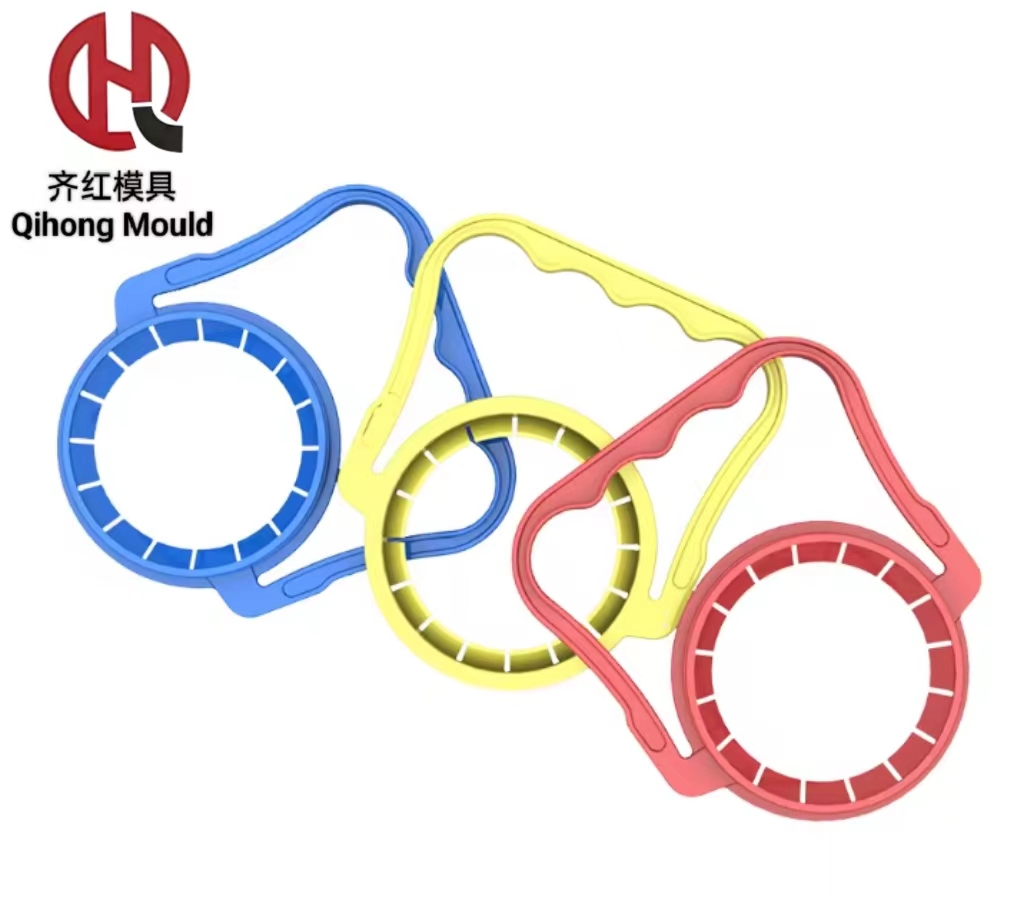
Mould Specifications Product : Plastic Handle Mould Brand : Taizhou Qihong...
See Details
Water and beverage preform mold, Edible oil preform mold, Preform Mold for cosme...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

