 English
English русский
русский عربى
عربى


Semi-Automatic Blowing Machine
Semi-Automatic Blowing Machines are specialized machines used in the production ...
See DetailsA Practical Guide for Consistent Quality and Maximum Output
In preform production, the cooling phase quietly determines everything: how fast the machine can run, how uniform the wall thickness will be, how clear the bottle will appear on the shelf, and how reliably it will perform when blown and filled. While injection and packing grab most of the attention during setup, it is the cooling system that ultimately decides whether a mold runs profitably or becomes a bottleneck.
Why Cooling Is the Real Pace-Setter
The moment molten PET fills the cavities, an enormous amount of heat has to leave the mold before the preforms can be ejected without damage. The thick base, the delicate neck finish, and especially the long, slender cores all resist heat flow in different ways. If heat escapes unevenly, the preform shrinks unevenly—leading to oval necks, thick-thin walls, haze, or stress lines that later split during blowing. Getting the heat out quickly and uniformly is therefore not optional; it is the heart of the entire process.
The Main Ways Heat Is Removed
Straight Drilled Channels The traditional and still dominant method is a carefully planned network of drilled passages placed as close as practical to the molding surfaces. These channels are arranged so that every cavity and every core sees roughly the same cooling intensity. Thoughtful layout—keeping lines evenly spaced and avoiding sharp bends—ensures the coolant reaches all areas while it is still cold.
Baffles and Bubblers for Long Cores Simple drilled holes are rarely enough inside slender core pins. A baffle (a thin divider) or a bubbler tube forces the water to travel all the way to the tip and back again, eliminating the dead zone that would otherwise form in the center of the core. These small additions often make the biggest visible difference in neck clarity and base cooling.
High-Conductivity Inserts Where heat concentrates most—typically the center of the base and the very tip of the core—inserts made from copper alloys or beryllium-copper are pressed or screwed in. These materials pull heat away far more effectively than ordinary mold steel, smoothing out hot spots that would otherwise slow the entire cycle.
Conformal Cooling Channels With modern metal additive manufacturing, channels no longer have to be straight. They can now spiral and curve, staying equidistant from the molded surface at every point. Molds that use these contoured channels cool faster and far more evenly, often eliminating defects that previously required slower cycles or post-mold conditioning.
Coolant and Temperature Control
Chilled water, sometimes mixed with glycol to prevent freezing or corrosion, remains the universal choice. Precise temperature control units keep the incoming water within a fraction of a degree, while separate circuits for cavity blocks, cores, and neck rings allow fine-tuning of each zone independently.
Flow That Actually Works
Smooth, quiet flow looks nice on paper but moves little heat. Effective cooling demands turbulent flow—fast-moving, swirling water that scrubs heat from the channel walls. Balancing valves, properly sized piping, and occasional flow-monitoring devices make certain that every circuit receives its fair share of cold, vigorous coolant.
The Often-Neglected Neck Rings
The threaded area cools mostly by contact with the neck-ring halves. Independent high-flow circuits and sometimes spiral grooves machined into the rings themselves dramatically reduce unwanted crystallinity in the neck, preventing the accordion-like folds that plague carbonated-bottle preforms.
Keeping the System Healthy
Even the best-designed channels gradually clog with mineral deposits or corrosion. Regular cleaning—whether by circulating mild acid or ultrasonic baths—along with routine seal replacement and pressure testing, keeps cooling performance from drifting over months of continuous running.
Cooling is never glamorous, yet it is the single biggest lever a preform producer has for improving output, reducing scrap, and delivering flawless bottles to the blower. At Taizhou Qihong Mold Co., Ltd., we design every mold with this truth in mind: a thoughtfully engineered cooling system that is precisely controlled and conscientiously maintained will always run faster, consume less energy, and produce superior preforms compared to any competitor who treats cooling as an afterthought.
Master the cooling, and everything else in preform injection molding falls into place.

Semi-Automatic Blowing Machines are specialized machines used in the production ...
See Details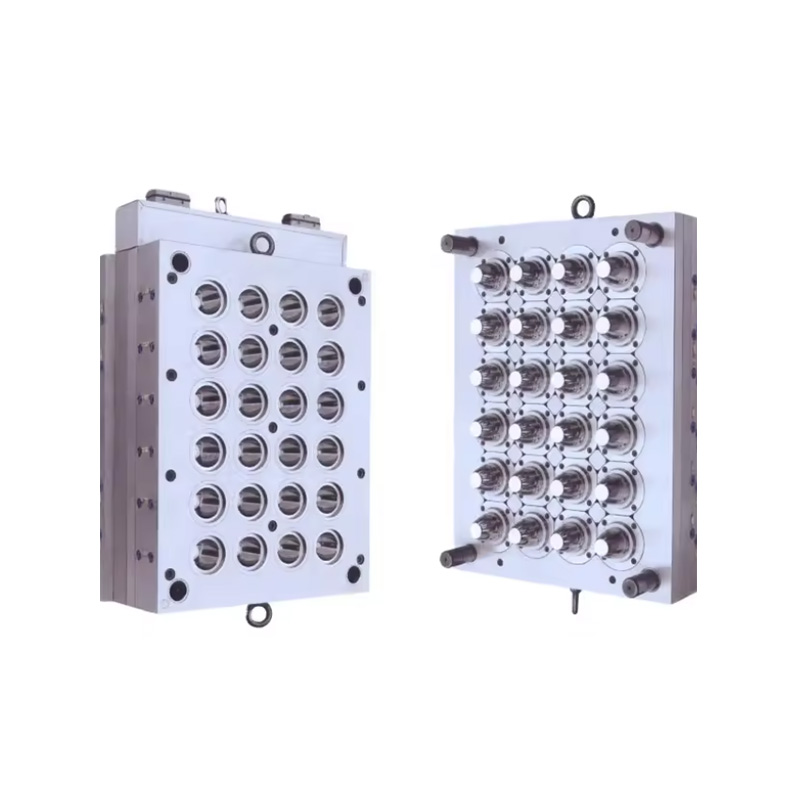
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
See Details
Automatic blowing machines are essential equipment in modern bottle manufacturin...
See Details
This Five Gallons Bottle Mold(Mould) comes straight out of Taizhou, Zhejiang—bui...
See Details
The 8-cavity wide-mouth mold is designed to produce plastic containers with larg...
See Details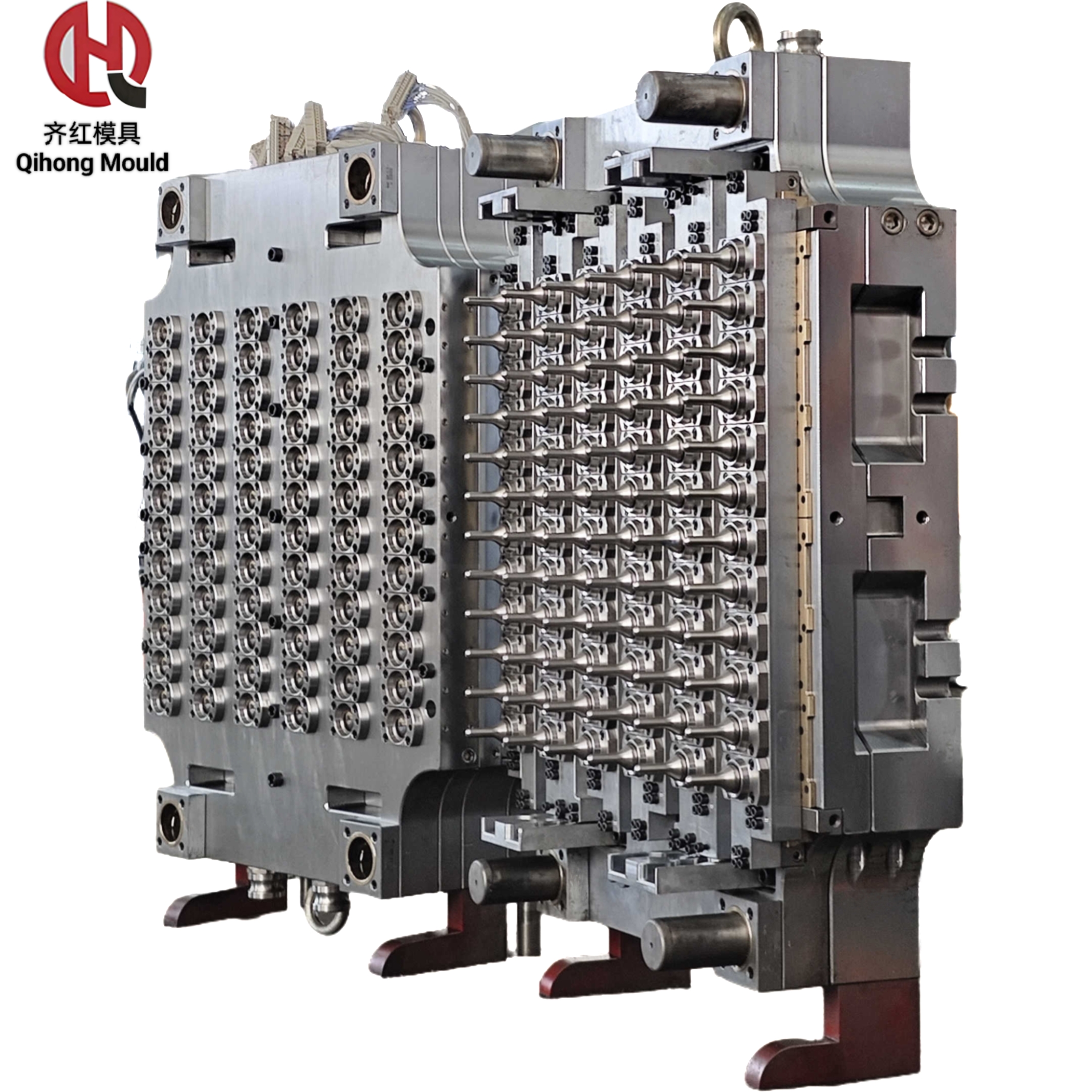
PET Preform Mold Design focuses on high precision structure and stable productio...
See Details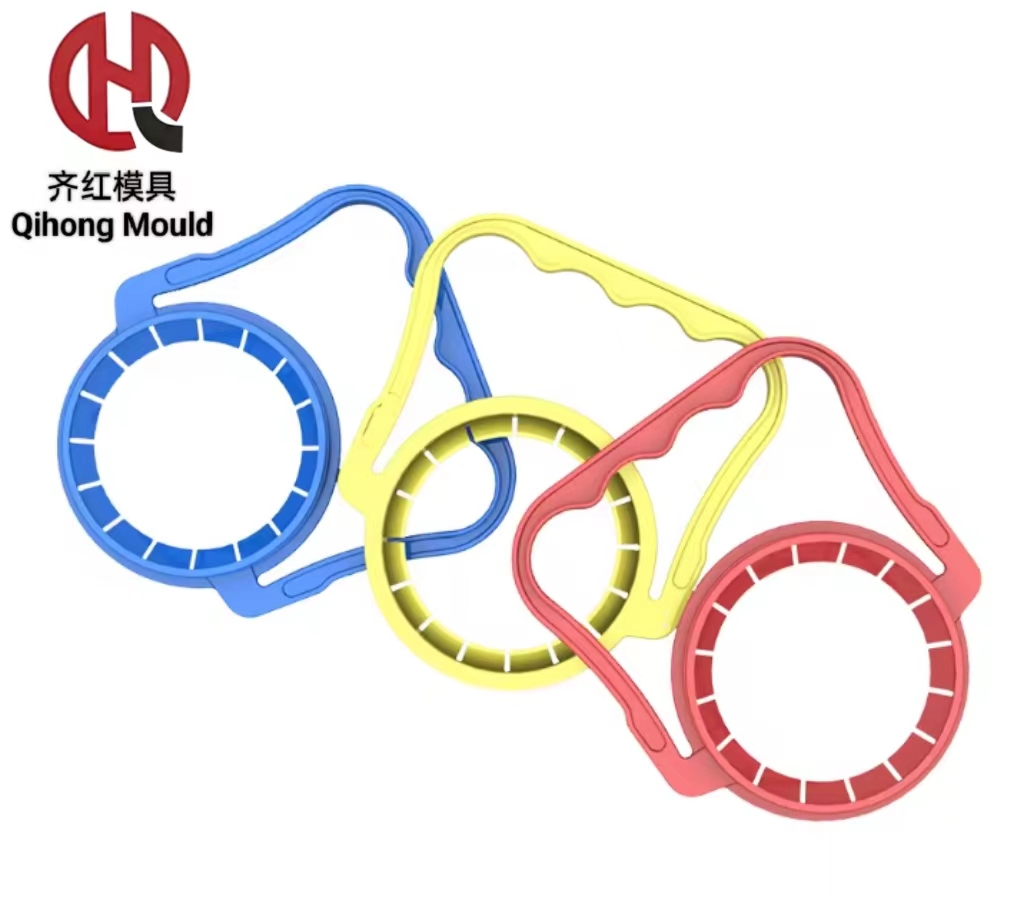
Mould Specifications Product : Plastic Handle Mould Brand : Taizhou Qihong...
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

