 English
English русский
русский عربى
عربى


Bottle Cap Mold(Mould)
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
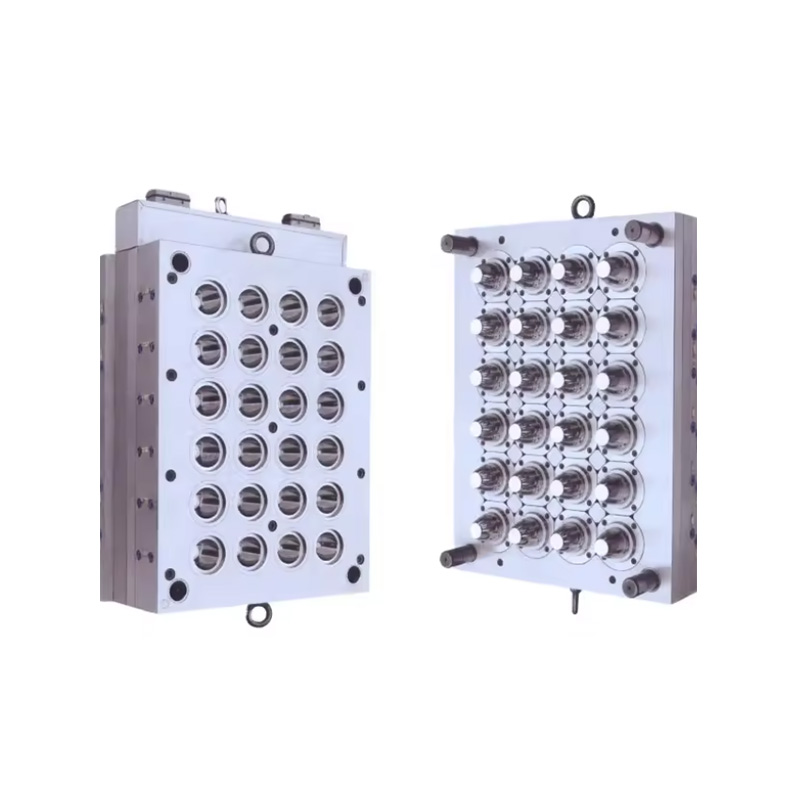
See DetailsBottle Blowing Mould is a pivotal element in the manufacturing of plastic containers, as it directly influences the final shape, consistency, and functionality of each bottle produced. Despite advancements in automation and precision machinery, challenges often arise that can affect product quality, efficiency, and operational stability. Understanding the most common issues, their underlying causes, and the appropriate troubleshooting methods is essential for manufacturers aiming to maintain continuous production with minimal defects and reduced material waste.
In the initial stages of production, the preform enters the mould and is expanded under heat and air pressure. Any irregularity in the mould, even if minor, can magnify throughout the bottle, leading to defects that may not be immediately visible but become apparent during downstream processes such as filling, capping, and labeling. For example, a subtle unevenness in the wall thickness of the preform may cause the bottle to bulge in certain areas, which could later compromise stability during transportation or storage. Similarly, scratches or imperfections inside the mould cavity can imprint onto the bottle surface, affecting its appearance and potentially its structural integrity. Therefore, manufacturers must develop a systematic approach to troubleshooting that encompasses inspection, measurement, maintenance, and preventive care.
While modern machinery has improved efficiency, several recurring problems continue to challenge operators. Among these, surface defects remain one of the most visible and frequently reported issues. Surface irregularities can range from fine scratches and streaks to more pronounced lines caused by wear on the mould cavity or residue from previous production runs. Often, the root causes are not immediately obvious. Dust particles, minor misalignments in mould halves, or inconsistent heating across the mould can contribute to uneven surface finishes. Effective troubleshooting begins with a thorough inspection under adequate lighting to detect such imperfections before production starts, followed by cleaning the cavity with appropriate tools, and polishing if necessary. Temperature uniformity across the mould should also be checked and adjusted to ensure even material expansion, as thermal imbalance can amplify minor surface irregularities.
Uneven wall thickness is another challenge that has significant implications for bottle performance. Bottles with thin walls in certain areas may be prone to collapse or breakage under pressure, while thicker sections can increase material usage unnecessarily. Causes often include variations in air pressure during blowing, improper stretching ratios, or misalignment between mould halves. To troubleshoot this problem, operators should measure wall thickness across multiple points using precise gauges or automated monitoring systems, examine air supply stability, and verify that mould halves are correctly aligned. Minor adjustments to air pressure, stretching ratios, or mould alignment can correct many deviations and prevent repeated occurrences.
Neck leakage presents a distinct set of concerns, particularly because it affects both functional integrity and user safety. Bottles that cannot properly seal may lead to product loss, contamination, or operational interruptions during filling. Common causes include debris or residue within the neck cavity, wear of sealing surfaces, or inconsistent temperatures during the blowing cycle. Troubleshooting this issue requires careful inspection of the neck region, removal of any obstructive material, and refurbishing of worn parts as needed. Maintaining balanced temperatures across the mould and ensuring precise cavity alignment also contribute to preventing neck-related defects.
Deformation and bottle distortion remain persistent challenges in production. Deformed bottles may not meet dimensional specifications or could become unsuitable for capping and labeling processes. These issues typically arise from blocked or unevenly cooled channels, improper preform distribution, or thermal gradients within the mould. Troubleshooting strategies include regular flushing of cooling channels, monitoring and adjusting coolant flow rates, and reviewing preform quality for uniformity. Documenting the cooling performance over time helps detect trends that could indicate the early stages of potential problems, allowing operators to intervene before a production run is affected.
Flashing, or excess material along the parting lines of bottles, is a frequent issue that impacts both appearance and downstream processing. Flashing is generally caused by worn closure edges, insufficient clamping pressure, or misalignment of mould halves. Addressing this problem involves a careful inspection of mould edges, re-machining or replacing damaged surfaces, and adjusting clamping pressure to ensure proper sealing during production. Preventive maintenance, such as tracking wear patterns and scheduling regular refurbishing of critical surfaces, significantly reduces the incidence of flashing over time.
Sticking bottles, which remain attached to the mould after forming, represent another operational challenge. Causes include rough cavity surfaces, improper release temperatures, or uneven material expansion. Troubleshooting includes applying suitable release coatings, polishing cavity surfaces, and monitoring thermal uniformity. Adjusting blowing parameters and rotating mould usage can further minimize sticking and extend the life of the mould.
To facilitate effective troubleshooting, a practical checklist can guide operators through systematic inspection and intervention. This checklist should cover all critical areas of the mould and related production processes:
| Common Issue | Potential Cause | Recommended Action |
|---|---|---|
| Surface marks | Dust, residue, heating inconsistency | Clean cavity, polish surfaces, balance heat |
| Uneven wall thickness | Pressure variation, misalignment | Measure thickness, adjust air pressure, check alignment |
| Neck leakage | Debris, wear, thermal imbalance | Inspect and clean neck, refurbish worn parts, balance temperature |
| Deformation | Cooling blockage, uneven thermal distribution | Flush channels, monitor coolant flow, verify preform quality |
| Flashing | Worn closure edges, improper clamping | Re-machine edges, adjust clamping, replace damaged components |
| Sticking bottles | Rough surfaces, improper release temp | Apply release coating, polish cavity, stabilize temperature |
Addressing issues reactively is effective in the short term, but preventive maintenance ensures long-term efficiency and consistency. Routine cleaning of mould cavities prevents residue buildup, while scheduled inspections of critical components such as clamping systems, cooling channels, and sealing surfaces detect wear before it affects production. Operator training is essential to recognize early warning signs and respond appropriately. Maintaining detailed logs of mould performance, production anomalies, and corrective actions creates a reference database for continuous improvement. By replacing worn parts before they cause defects, manufacturers not only maintain product quality but also reduce downtime and operational costs.
In addition, balancing thermal conditions within the mould is fundamental. Uneven heating or cooling can accelerate wear, create deformation, or contribute to surface defects. Regular calibration of temperature controls and verification of cooling system performance are necessary preventive measures. Adjusting operational parameters, such as air pressure, stretching ratios, and cycle times based on these inspections, helps maintain consistent results.
Consider a mid-size production facility that noticed an increase in defective bottles, primarily due to uneven wall thickness. Initial inspection revealed partial blockage in the cooling channels, leading to localized overheating of the mould cavity. By flushing the channels, polishing the cavity, and recalibrating air pressure, the production line returned to stable operation. This case demonstrates the importance of systematic troubleshooting, combining inspection, maintenance, and adjustment, rather than relying on reactive replacement alone.
Troubleshooting issues in a bottle blowing mould requires a comprehensive approach that balances immediate corrective actions with long-term preventive strategies. Surface imperfections, uneven wall thickness, neck leakage, deformation, flashing, and sticking bottles represent common challenges, each with identifiable causes and solutions. Operators who apply structured inspection routines, maintain detailed logs, and prioritize preventive maintenance can achieve consistent bottle quality, minimize scrap, and extend the service life of moulds. Ultimately, understanding the behaviour of the mould and monitoring its performance allows manufacturers to maintain smooth operations, reduce material waste, and deliver reliable products that meet the functional and aesthetic standards expected in the packaging industry.
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
See Details
Automatic blowing machines are essential equipment in modern bottle manufacturin...
See Details
The 24-cavity wide-mouth mold is a precision tool designed for producing wide-mo...
See Details
The 18-cavity wide-mouth mold is a high-efficiency tool specifically designed fo...
See Details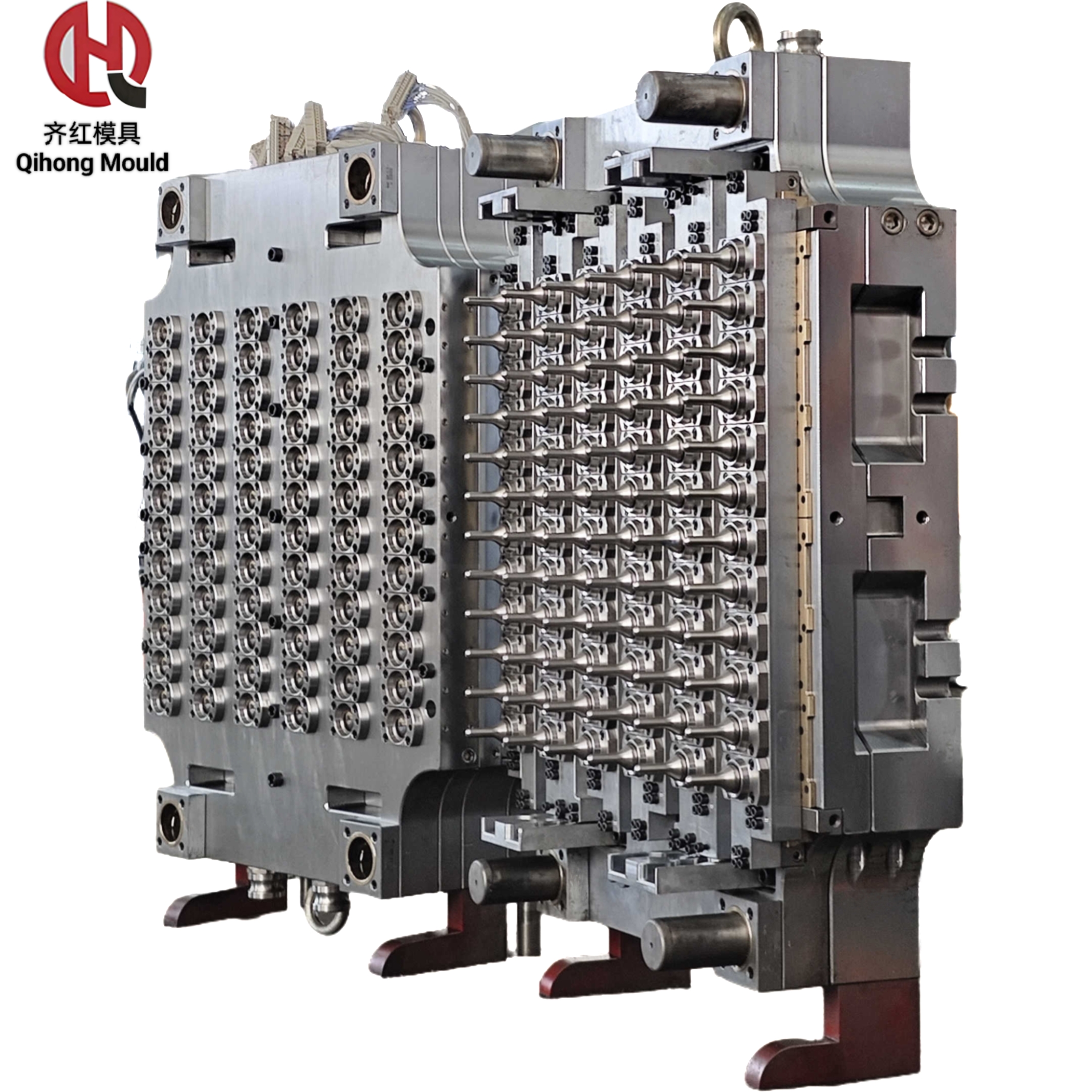
PET Preform Mold Design focuses on high precision structure and stable productio...
See Details
Water and beverage preform mold, Edible oil preform mold, Preform Mold for cosme...
See Details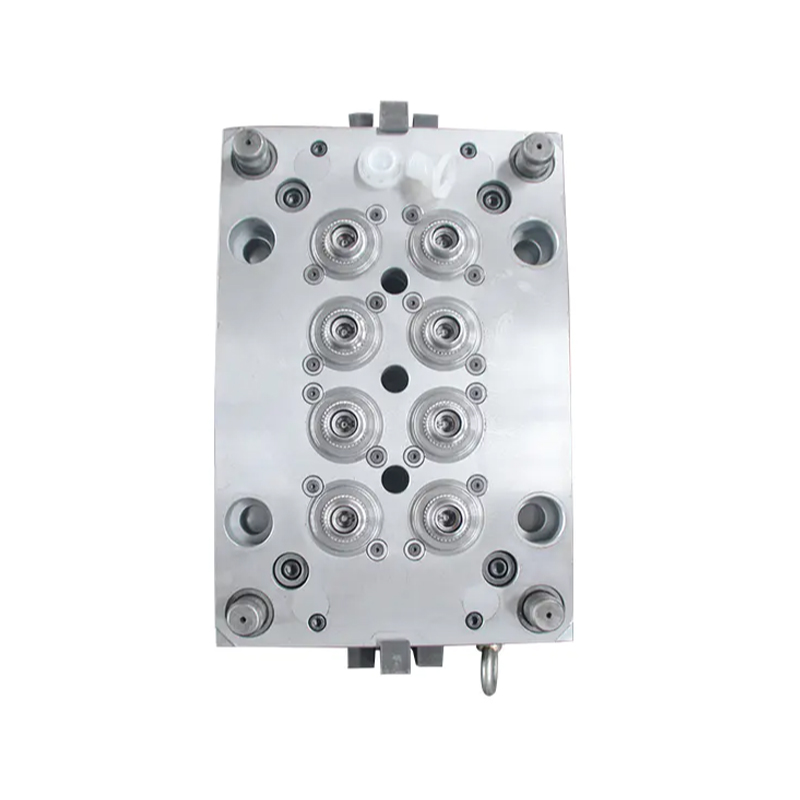
Spout Cap Mould is a EVA inner part of oil cap, match for 42mm pull out closure....
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

