 English
English русский
русский عربى
عربى


24-Cavity Preform Mold(Mould)
The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details
In many packaging workshops, the discussion around efficiency often leads back to one central component: the Cap Mould. As plastic materials continue to evolve, closure production is no longer limited to one or two common resins. Manufacturers today handle a wider range of raw materials, each with distinct behavior during melting, filling, cooling, and solidifying. That shift has quietly changed how mould systems are designed and maintained.
Plastic closures may look simple from the outside. A small threaded cap, a flip-top lid, or a tamper-evident design does not appear complex. Yet behind that simplicity lies a delicate balance of temperature control, cavity structure, and pressure management. When material properties change, even slightly, the entire molding process responds.
Material diversification has become part of daily production reality. Some factories alternate between flexible plastics and rigid ones. Others introduce recycled inputs into established workflows. Each change influences viscosity, shrinkage, cooling speed, and final strength. The Cap Mould must remain stable through all of these variations.
In this environment, cooperation with a Cap Mould Supplier increasingly involves technical discussion rather than only delivery schedules. Compatibility, maintenance planning, and adaptability are often addressed before production begins. The closure industry has gradually moved from fixed, single-material tooling toward systems that can adjust without sacrificing stability.
Plastic materials respond differently under heat and pressure. Even when two resins appear similar, their processing behavior may not be identical. These differences shape how a Cap Mould performs on the factory floor.
Thermal Behavior and Processing Windows
Some plastics soften gently as temperature rises. Others change rapidly from solid to fluid. This affects how heat is transferred inside the cavity. If the thermal response is too aggressive, uneven solidification may occur. If it is too slow, cycle rhythm becomes unstable.
A mould built for flexible material may not perform the same way when handling a stiffer resin. The heat distribution system must maintain balance so that every cavity behaves consistently. Temperature variation inside a single tool can lead to thread distortion or surface irregularities.
Careful control of heating and cooling zones allows the Cap Mould to remain adaptable without compromising part integrity.
Flow Performance and Filling Patterns
Flow behavior influences how molten plastic moves through runners and gates. Some materials travel smoothly and fill fine thread details with ease. Others resist movement and require steady pressure to reach narrow sections.
When flow changes:
If flow is too fast, flashing may occur along parting lines. If too slow, incomplete filling can appear in thin sections. A well-designed Cap Mould accommodates these variations without constant redesign.
Shrinkage and Dimensional Stability
All plastics contract as they cool. However, the degree and pattern of shrinkage vary. For threaded closures, even small dimensional changes influence sealing performance.
Shrinkage affects:
A mould cavity is often designed with compensation in mind. The internal dimensions account for expected contraction. When switching materials, that compensation may need reassessment.
Dimensional stability also connects to cooling speed. Rapid cooling may reduce cycle time but increase internal stress. Slower cooling may improve uniformity but extend production rhythm. Balance is essential.
Mechanical Properties After Molding
Material choice influences the final strength of a closure. Some caps must resist twisting force during opening and resealing. Others must remain flexible to prevent cracking.
Post-molding performance depends on:
If the Cap Mould maintains consistent cavity pressure and temperature, the resulting closure tends to perform more reliably during use.
Adaptability often begins at the structural level. Rather than redesigning the entire system for each material, modern mould engineering focuses on controlled flexibility.
Cavity Geometry Modification
Cavity geometry influences material distribution. A thicker wall may improve strength but increase cooling demand. A thinner wall reduces material usage but may challenge filling stability.
When handling different plastics, adjustments may involve:
These changes are not dramatic. They are careful corrections based on observed behavior during production.
Gate Configuration Variations
The gate is the entry point for molten plastic. Its position and shape determine how evenly the cavity fills.
Common considerations include:
If a resin flows too easily, a smaller gate may prevent overflow. If flow is resistant, a slightly enlarged gate improves consistency. The aim is balanced filling across all cavities.
Runner System Optimization
The runner distributes molten plastic to each cavity. In multi-cavity tools, uniform flow is essential.
Adaptation strategies may include:
An optimized runner system reduces variation between cavities. This is especially important when alternating materials with different viscosities.
Venting Strategy Refinement
Air trapped inside a cavity can create surface marks or incomplete threads. Different plastics release air differently during injection.
Proper venting helps:
Vent depth must be precise. Too shallow, and air remains trapped. Too deep, and flashing may occur. Material behavior guides this balance.
Cooling is often less visible than injection pressure, yet it plays a central role in closure quality. A Cap Mould that handles multiple materials must maintain stable thermal control.
Thermal Balance as a Stability Factor
Uniform cooling ensures even shrinkage. If one side of a cavity cools faster than the other, distortion may follow. Thread alignment can shift. Sealing surfaces may tilt.
Thermal balance supports:
Even minor temperature differences across cavities can lead to gradual variation over extended production runs.
Cooling Channel Layout Adaptation
Cooling channels guide heat away from the mould core. Their position and spacing influence solidification patterns.
When processing various plastics:
Advanced layout planning prevents hot spots that may appear during long operating periods.
Surface Quality and Warpage Control
Cooling speed directly affects surface appearance. Uneven cooling can cause subtle deformation or visible marks.
Warpage control depends on:
Through careful engineering, the Cap Mould can maintain consistent appearance even when raw materials change.
Material diversity does not only influence plastic behavior. It also affects the mould itself.
Wear Resistance and Longevity
Some resins contain additives that increase friction. Over time, this may accelerate wear on cavity surfaces or threaded cores.
Tooling selection therefore considers:
Durability supports long-term production consistency.
Surface Finishing Techniques
Smooth cavity surfaces improve release and reduce sticking. When switching materials, surface finish plays an even greater role.
Polished or treated surfaces help:
Ease of release protects both the mould and the molded cap.
Maintenance and Cleaning
Frequent material switching requires accessible design. Residual plastic left inside runners or cavities can influence subsequent batches.
Maintenance planning often includes:
In discussions with a Cap Mould Supplier, maintenance strategy is often considered part of adaptability rather than an afterthought.
Structural design alone does not guarantee compatibility. Injection parameters must align with mould characteristics.
Pressure and Flow Control
Injection pressure affects how material fills detailed thread structures. When viscosity changes, pressure adjustment supports consistency.
Stable coordination between machine settings and Cap Mould geometry reduces defect risk.
Holding and Cooling Phase Management
Holding pressure influences final density. Cooling duration affects shrinkage stability.
Balanced timing:
Fine adjustments often make noticeable differences.
Machine Compatibility and Flexibility
A mould may perform well in one setup but differently in another. Compatibility between tooling and injection equipment supports smoother material transitions.
Close technical communication between production teams and the Cap Mould Supplier helps reduce unnecessary interruption during resin changes.
High-output closure production often relies on multi-cavity tooling. In such systems, even minor imbalance becomes visible.
Uniform distribution ensures that each cavity:
When material properties vary, the need for balanced design becomes even more pronounced.
Gradual drift in one cavity may not be obvious at first. Over time, however, dimensional variation can accumulate. Regular inspection and subtle calibration help maintain long-term stability.
Material selection in closure production is no longer limited to conventional resin types. In many factories, recycled inputs or blended materials are gradually becoming part of routine schedules. These materials are usable, practical, and increasingly common. At the same time, their behavior may not be as steady as single-source raw materials. That is where the adaptability of a Cap Mould becomes especially important.
Recycled plastics can show slight variation in flow or cooling response. One batch may fill smoothly. Another may require a bit more pressure or a slightly longer cooling phase. These changes are usually small. Still, when production runs continuously, small differences can accumulate and influence thread precision or sealing consistency.
Variability in Material Consistency
When working with recycled or alternative resins, flow behavior may shift subtly. The molten plastic might move a little slower through the runner. Or it may reach the cavity with a slightly different pressure pattern. If the internal channels of the Cap Mould are not balanced, that difference can show up in uneven filling.
To reduce this risk, mould structure often emphasizes smooth transitions inside the runner system. No sharp corners. No abrupt narrowing. A steady path allows material to move more naturally, even when viscosity changes slightly.
Venting also becomes more important. Recycled materials can sometimes trap air more easily during injection. If air cannot escape properly, surface marks may appear. Small vents, placed carefully, help maintain clean filling without causing flash.
Structural Design Considerations
Alternative resins may respond differently during cooling and demolding. Some shrink in a slightly uneven way. Others may grip the cavity wall just a little more than expected.
Because of this, structural balance matters.
Draft angles must allow the cap to release smoothly. Core alignment must remain stable under repeated heating and cooling. Wall thickness should be consistent so that contraction happens evenly around the part.
A Cap Mould that maintains proper alignment between core and cavity reduces stress during ejection. That protects both the cap and the mould itself. Even when material characteristics are not perfectly uniform, steady geometry keeps production under control.
Sometimes small refinements help as well. Slight polishing of cavity surfaces. Careful inspection of thread edges. Minor corrections rather than large structural changes.
Environmental Considerations in Tooling Decisions
Frequent material switching means more temperature adjustments. Heat rises. Heat drops. Components expand and contract. Over time, these cycles can influence internal fit if the mould is not designed for such variation.
Cooling channels must distribute temperature evenly. Not only across one cavity, but across the entire tool. If one section retains more heat, alignment may shift slightly. That can affect thread accuracy.
Surface durability also plays a role. Recycled materials sometimes contain tiny impurities that increase friction. If cavity surfaces are not properly treated, wear may appear gradually.
When discussing long-term use with a Cap Mould Supplier, durability is often part of the conversation. Not in dramatic terms. Simply practical planning. How to maintain alignment. How to protect surfaces. How to ensure that repeated transitions do not reduce precision.
Adapting to material change is only part of the picture. Maintaining quality is equally important. Closure products may look simple, yet they depend on careful dimensional control.When materials shift, observation becomes more frequent.
Dimensional Inspection and Thread Precision
Thread accuracy directly influences sealing performance. Even slight deviation can change how the cap fits onto the bottle neck.
During material transitions, inspection may focus on:
If shrinkage behavior changes, these areas show it first. A well-balanced Cap Mould helps reduce large deviations, but routine measurement confirms stability.
Careful checking during early production cycles prevents larger corrections later.
Surface Appearance Evaluation
Surface finish often reflects what is happening inside the cavity. Flow lines, minor gloss variation, or faint marks may indicate imbalance in filling or cooling.
These signs are not always severe. Sometimes they disappear after small adjustments in pressure or temperature. Still, they provide useful feedback.
Operators often rely on simple visual checks. Looking at the sidewall. Turning the cap under light. Comparing samples from different cavities. These everyday observations support steady production.
Process Monitoring and Stability Tracking
Machine parameters do not remain fixed forever. When material changes, pressure patterns and cooling times may shift slightly.
Monitoring may include:
Small differences matter. If one cavity begins to behave differently, it can signal imbalance inside the tool.
Cooperation with a Cap Mould Supplier during this phase often involves reviewing these practical observations. Not theoretical discussion. Real production feedback. Gradual refinement based on what is happening on the shop floor.
Material flexibility works best when communication is steady. Before introducing a new resin, many manufacturers review tooling capability with their Cap Mould Supplier.
Questions are usually straightforward.
Often, only minor adjustments are required. A small change in parameter recommendation. A careful inspection of vent depth. Sometimes simple maintenance restores balance.
Ongoing dialogue reduces uncertainty. Instead of reacting after defects appear, both sides evaluate potential challenges in advance. This approach keeps production calm and predictable.
Adaptability grows through cooperation, not through sudden redesign.
On paper, switching materials may seem simple. In daily production, it requires attention to detail.
Cleaning and Transition Management
Residual plastic inside runners or cavities can affect the next batch. Color variation or surface inconsistency may occur if cleaning is incomplete.
Design that allows easy access to internal channels simplifies this process. Smooth surfaces help prevent buildup. Efficient cleaning shortens transition time and stabilizes output more quickly.
Managing Thermal Adjustment
Each material responds differently to heat. Rapid temperature changes can place stress on internal components.
Gradual adjustment supports:
Operators often monitor the first few cycles closely after switching. Listening. Watching. Checking sample parts carefully.
Structural Fatigue Awareness
Repeated heating and cooling over time can influence moving parts. Threaded cores and ejector systems require particular attention.
Preventive inspection reduces unexpected interruption. A durable Cap Mould handles variation more comfortably, but routine care remains necessary.
Production Rhythm and Planning
Material transitions may briefly affect cycle stability. Allowing time for parameter refinement helps avoid rushed correction.
Testing limited output before full production resumes keeps quality under control. Confirming sealing performance early prevents large-scale rejection later.
Closure production continues to shift alongside material development. A modern Cap Mould is expected to operate under varying resin behaviors without losing dimensional stability.
Adaptation is rooted in quiet precision:
Flexibility does not require constant redesign. Often, careful geometry planning and steady maintenance allow one tooling platform to serve multiple material needs.
In multi-cavity systems, even slight imbalance becomes magnified. Uniform internal flow and temperature stability reduce this risk. Gradual refinement supports consistent output across extended production periods.
Cooperation between manufacturers and a Cap Mould Supplier further strengthens this adaptability. Communication, observation, and practical testing guide improvements over time.
In everyday production, adaptability appears in small details: a stable thread profile, a smooth release, a consistent seal. These quiet indicators reflect thoughtful engineering working behind the scenes.
Taizhou Qihong Mold Co., Ltd. appears within this broader landscape of closure tooling development, where steady adjustment and practical design continue to shape how mould systems respond to material change.

The 24-cavity preform mold is a handy tool for turning out PET bottle preforms. ...
See Details
Product Name: Water/Beverage Bottle Mold A Water/Beverage Bottle Mold is a speci...
See Details
This Five Gallons Bottle Mold(Mould) comes straight out of Taizhou, Zhejiang—bui...
See Details
The 12-Cavity PET Preform Mold is a high-quality, durable solution designed to m...
See Details
The hand-feeding blowing machine is an efficient tool designed for producing hig...
See Details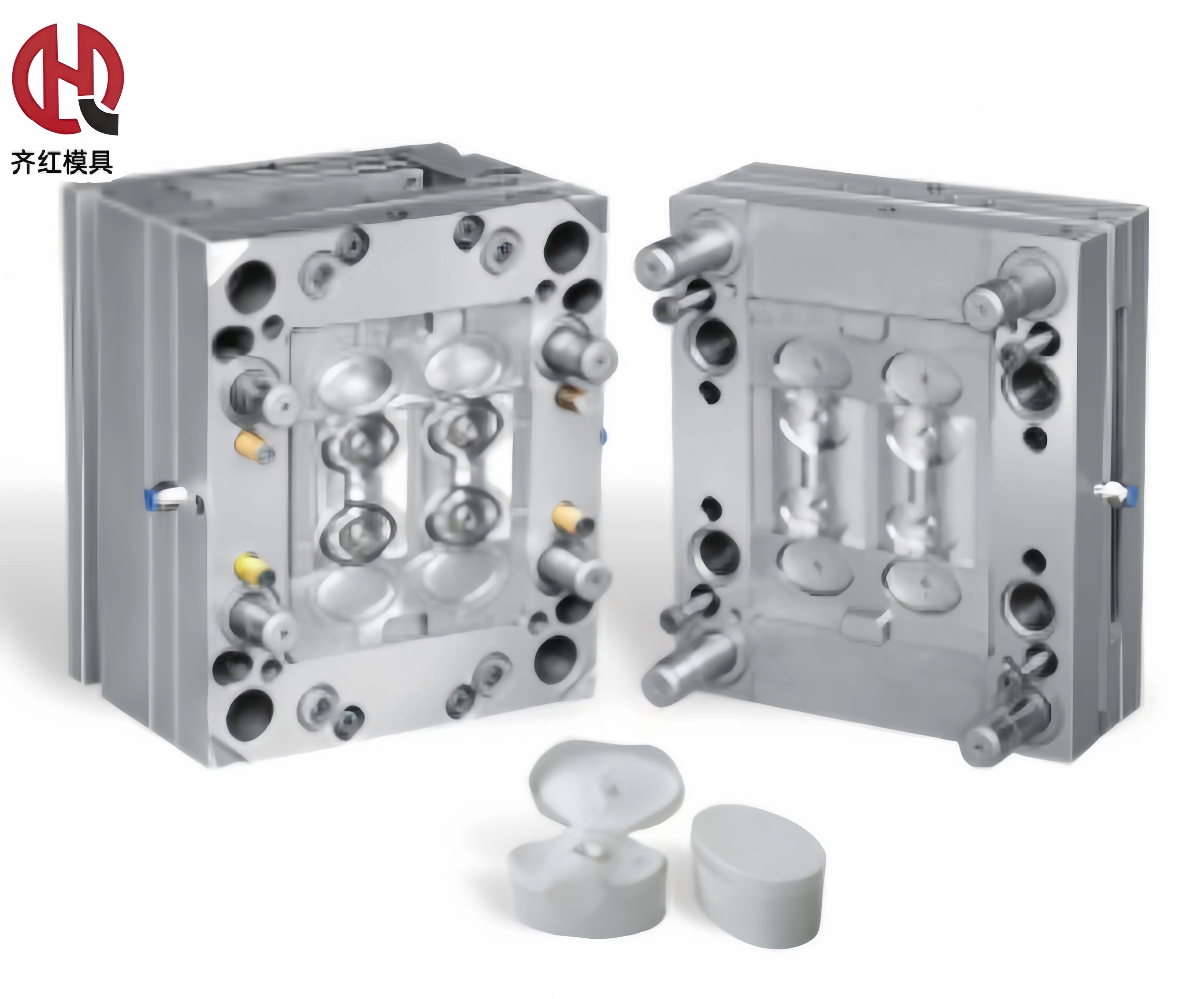
Plastic Cap Mould is designed for high precision plastic cap production. The Chi...
See Details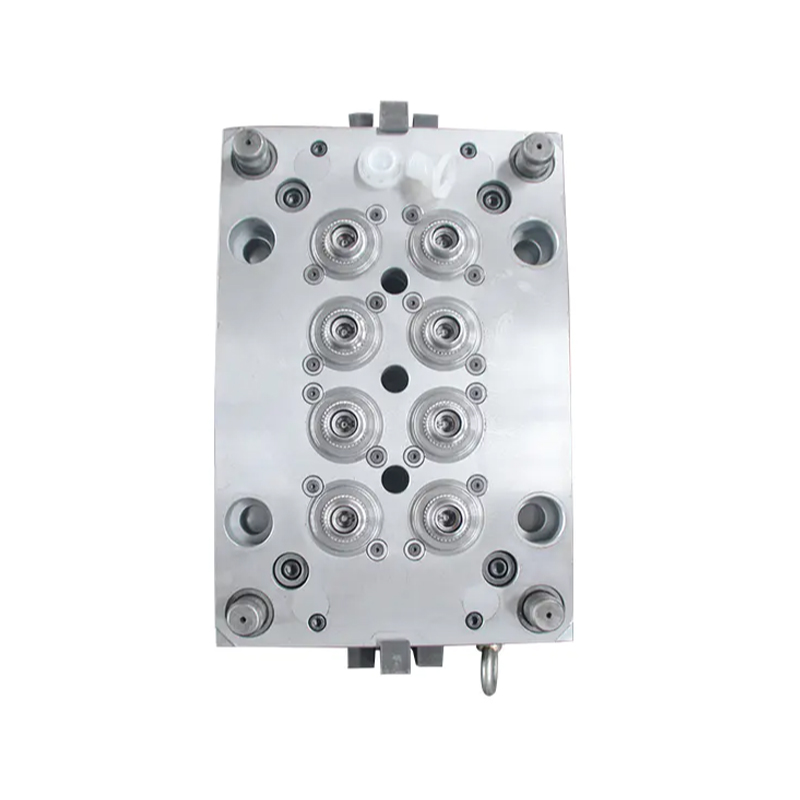
Spout Cap Mould is a EVA inner part of oil cap, match for 42mm pull out closure....
See Details
The 12 Cavities Wide Mouth Preform Moulds from Qihong are practical tools for pr...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

