 English
English русский
русский عربى
عربى


48-Cavity Preform Mold(Mould)
The Qihong 48-Cavity Preform Mold(Mould) is the ideal choice for high-volume PET...
See DetailsIn the competitive landscape of plastic manufacturing, efficiency is the name of the game, especially when it comes to preform molds used in producing plastic bottles and containers. As production demands rise, manufacturers are constantly seeking innovative ways to optimize their processes, reduce cycle times, and enhance product quality. A well-functioning preform mold can significantly impact overall productivity and profitability.
So, what if your current mould could run faster, cooler, lighter on energy, and with fewer defects—without replacing it at all?
The foundation of a truly efficient preform mould is laid long before the first shot is injected—during the design phase. A well-optimized design can permanently cut 0.8–2.0 seconds off the cycle time and reduce energy consumption by 10–20 % for the entire life of the mould.
Key design levers that Qihong and other high-performance manufacturers now treat as standard:
A single percentage point improvement in cooling efficiency or 0.1 s faster ejection compounds into millions of extra preforms per year. Optimize once, profit forever.
Material choice is the silent multiplier of mould efficiency. The wrong steel or insert alloy can quietly rob you of speed, lifespan, and quality for a decade.
Proven material strategies used in today's fastest moulds:
Light-weighting where possible: Use 7075-T6 aluminium for cavity plates in low-pressure areas. A 48-cavity mould can lose 300–400 kg, allowing faster acceleration/deceleration of moving platens and lower energy consumption.
Cooling is king. The fastest way to drop seconds is to get heat out of the preform faster.
Balance water flow cavity-by-cavity. A 10 % difference in flow between cavities can add 0.5 s to the total cycle just to satisfy the slowest one.
A hot runner that swings ±5 °C across the manifold is silently adding seconds and defects.
Burn marks, short shots, and sticky preforms are all symptoms of trapped air or high friction.
Manual adjustments belong in the past. Modern efficiency is closed-loop.
Do these four things religiously and the same mould that used to struggle at 7 seconds will run sub-5 seconds, day in, day out, with almost zero rejects. Speed isn't a gift from the mould maker—it's a discipline you impose.
Improving the efficiency of a preform mold is essential for maximizing productivity and maintaining competitiveness in the plastic manufacturing industry. By implementing strategies such as optimizing mold design, enhancing cooling systems, utilizing advanced materials, and ensuring regular maintenance, manufacturers can significantly reduce cycle times and improve the quality of their preforms.
At Qihong, we've seen firsthand what disciplined, intelligent optimization can achieve: cycle times cut from 7.2 seconds to 4.5 seconds on the same 72-cavity moulds, energy consumption down 18 %, and overall equipment effectiveness climbing past 94 %—all without a single new mould purchase. Those gains didn’t come from magic; they came from the practical steps we've shared here—better cooling layouts, lighter preform designs, precise hot-runner balancing, smarter venting, and real-time process monitoring.
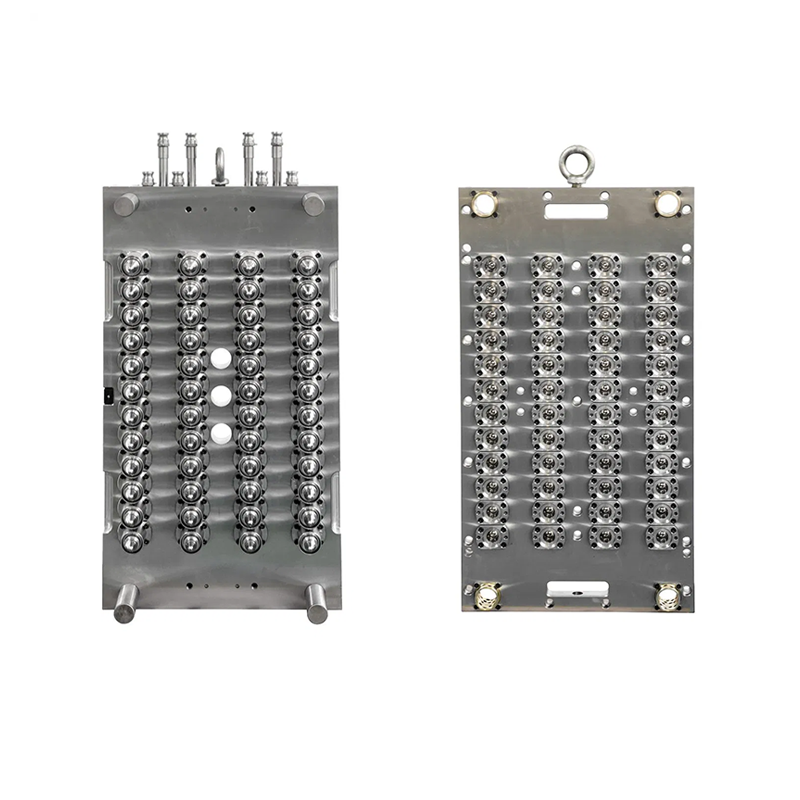
The Qihong 48-Cavity Preform Mold(Mould) is the ideal choice for high-volume PET...
See Details
Product Name: Water/Beverage Bottle Mold A Water/Beverage Bottle Mold is a speci...
See Details
An Injection Molding Machine is an essential industrial tool used for producing ...
See Details
Medicine bottle molds are specialized tools designed for the efficient productio...
See Details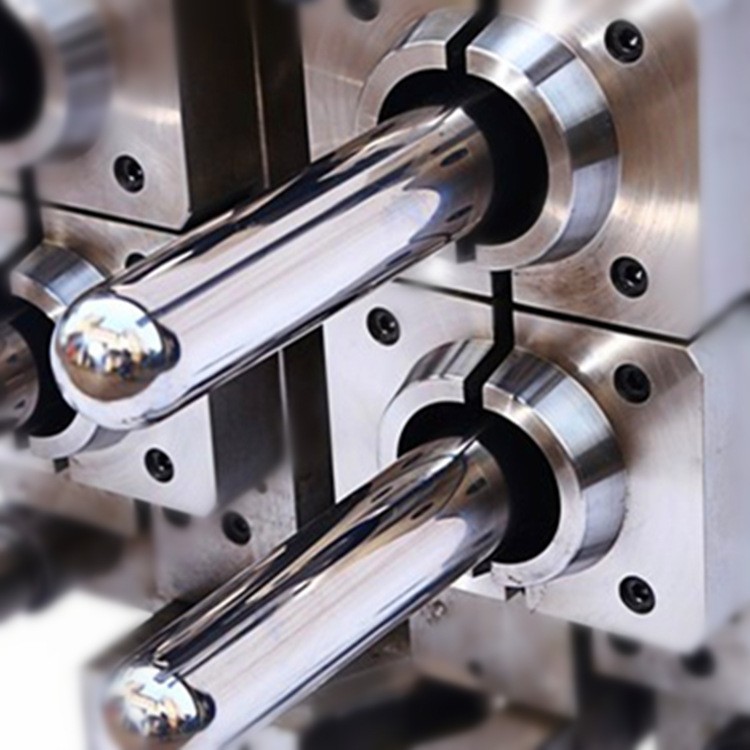
Mould Specifications Product : Preform Mould Brand : Taizhou QihongMould C...
See Details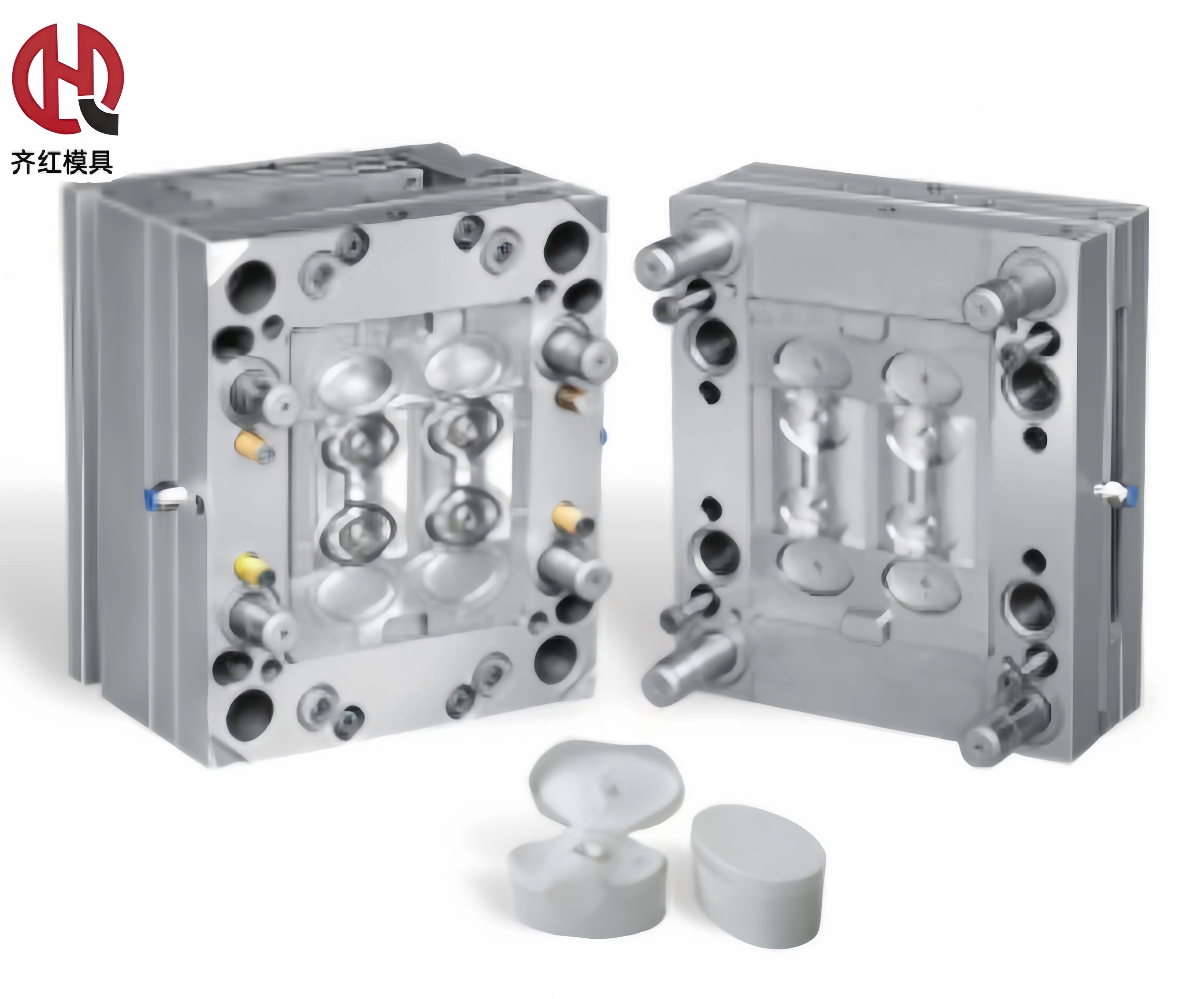
Plastic Cap Mould is designed for high precision plastic cap production. The Chi...
See Details
Water and beverage preform mold, Edible oil preform mold, Preform Mold for cosme...
See Details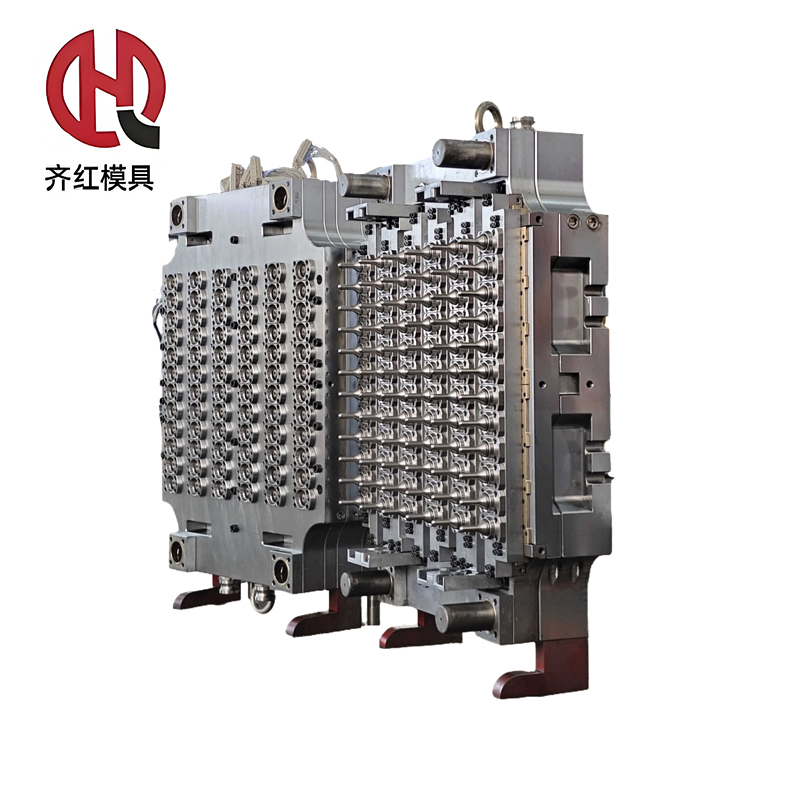
Standardization of mold partsHigh-precision processing equipment is used to ensu...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

