 English
English русский
русский عربى
عربى


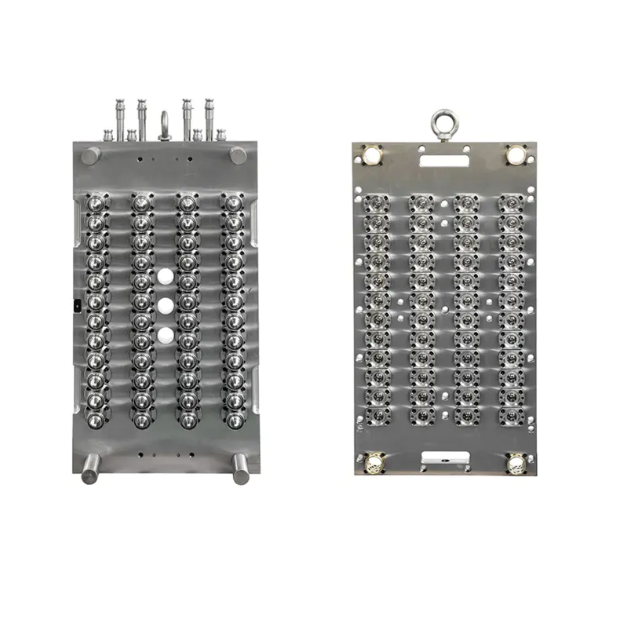
Water/Beverage Bottle Mold(Mould)
Product Name: Water/Beverage Bottle Mold A Water/Beverage Bottle Mold is a speci...
See DetailsComplex mold structures are not always about size or scale. In many cases, the difficulty comes from details that are easy to overlook at first glance. A small angle change, an uneven wall, or an internal shape that is not directly visible can shift the whole production behavior.
In Injection Mold Factory China , handling these structures is not treated as a single technical step. It is more like a chain of adjustments that slowly brings design and production into alignment.
There is rarely a fixed path. Each project behaves a little differently.
At first sight, a mold may look simple on paper. But once the structure becomes three-dimensional, things change.
Some shapes do not allow straight movement. Some areas receive more pressure than others. Some parts cool faster, while others stay active longer.
These differences create imbalance if not considered early.
That is why complexity is usually identified before production starts, not after.
It is less about difficulty, more about behavior under real conditions.
Before any physical work begins, the design is usually read in layers. Not just outer shape, but internal interaction as well.
Engineers often look at how material will move through space. They also consider where resistance might happen, even if it is not visible in drawings.
Sometimes adjustments are made quietly. The overall shape stays the same, but internal support or direction is slightly shifted.
Nothing dramatic. Just controlled changes.
Inside a mold, material does not behave in a straight or uniform way. It reacts to space, temperature, and resistance.
In complex structures, this becomes less predictable.
Instead of trying to force one direction, the system is shaped to guide movement naturally.
Some areas are opened slightly to allow smoother flow. Others are controlled more tightly to avoid sudden pressure changes.
The goal is not uniform speed. It is even distribution over time.
A simple way to understand the difficulties is to look at where things usually become unstable.
| Design Area | Common Challenge | Practical Response |
|---|---|---|
| Internal shape | Uneven material movement | Adjust flow direction inside structure |
| Thin sections | Faster cooling or early solidifying | Add support balance |
| Deep areas | Material delay or trapping | Improve entry path design |
| Edge zones | Stress concentration | Reinforce transition areas |
| Moving components | Timing mismatch | Coordinate motion sequence |
These issues do not always appear at once. Sometimes only one shows up, sometimes several interact together.
This is where real production experience becomes visible. One common approach is breaking down structure into smaller behavior zones instead of treating it as one solid block.
Here is a more detailed breakdown of how adjustments are usually handled:
Flow direction tuning
Material is guided by reshaping internal paths slightly. Even small angle changes can affect how evenly it spreads.
Pressure balancing in uneven areas
Some parts of the mold receive stronger force naturally. Extra support is added only in those zones instead of everywhere.
Temperature response alignment
Different sections cool at different speeds. Designers try to reduce sharp differences rather than force uniform cooling.
Transition smoothing between thick and thin areas
Sudden changes in thickness can create stress points. These are softened so movement stays continuous.
Hidden structure support
Internal reinforcement is added where needed, even if it is not visible in the final product.
This kind of adjustment is usually not visible outside the process. But it affects stability more than any single visible feature.
Some molds include parts that need to move during operation. These movements are not random. They follow a controlled sequence.
If one part moves too early or too late, the structure may not release properly.
So timing becomes just as important as shape.
Factories often test this movement repeatedly until it becomes stable and predictable. Not perfect, but consistent enough to repeat.
Once a mold is in use, the focus shifts from design to repetition.
Each cycle should behave in a similar way. Small variation is expected, but large deviation is not.
To maintain this, observation becomes continuous. Instead of resetting the system often, small corrections are made gradually.
Over time, the mold develops a stable "working rhythm".
Stability does not come from one single point. It comes from how different parts support each other.
| Stability Factor | Role in Long-term Use |
|---|---|
| Structural balance | Reduces uneven stress buildup |
| Flow control design | Keeps material movement predictable |
| Edge reinforcement | Prevents early deformation |
| Movement coordination | Maintains timing consistency |
| Section alignment | Keeps shape accuracy across cycles |
When these elements work together, the mold does not need constant correction.
Changes are not rare. Sometimes material requirements shift slightly. Sometimes usage expectations are adjusted.
Instead of rebuilding everything, factories usually adjust specific sections.
This might involve small internal modifications or localized reinforcement.
The rest of the structure stays untouched.
This approach keeps production stable without restarting the entire system.
Over time, a pattern becomes clear. Complexity itself is not the real issue. Uncontrolled behavior is.
Once movement, pressure, and structure are understood, complexity becomes manageable.
It stops being a barrier and becomes a set of conditions to work with.
The real work is not simplifying the mold, but keeping its behavior within expected limits.
That is usually where the actual skill sits, in control rather than construction.

Product Name: Water/Beverage Bottle Mold A Water/Beverage Bottle Mold is a speci...
See Details
The 24-cavity wide-mouth mold is a precision tool designed for producing wide-mo...
See Details
Medicine bottle molds are specialized tools designed for the efficient productio...
See Details
The hand-feeding blowing machine is an efficient tool designed for producing hig...
See Details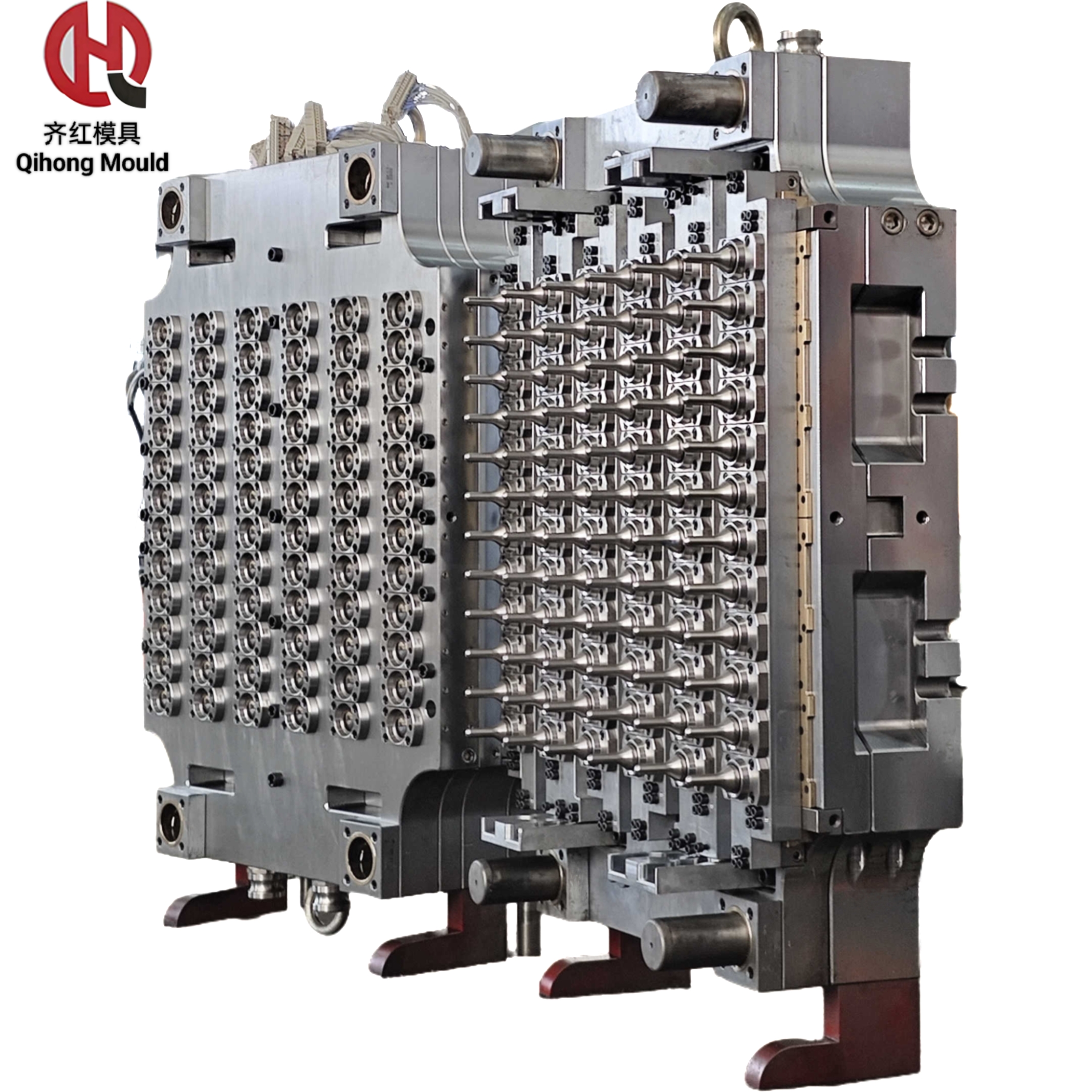
PET Preform Mold Design focuses on high precision structure and stable productio...
See Details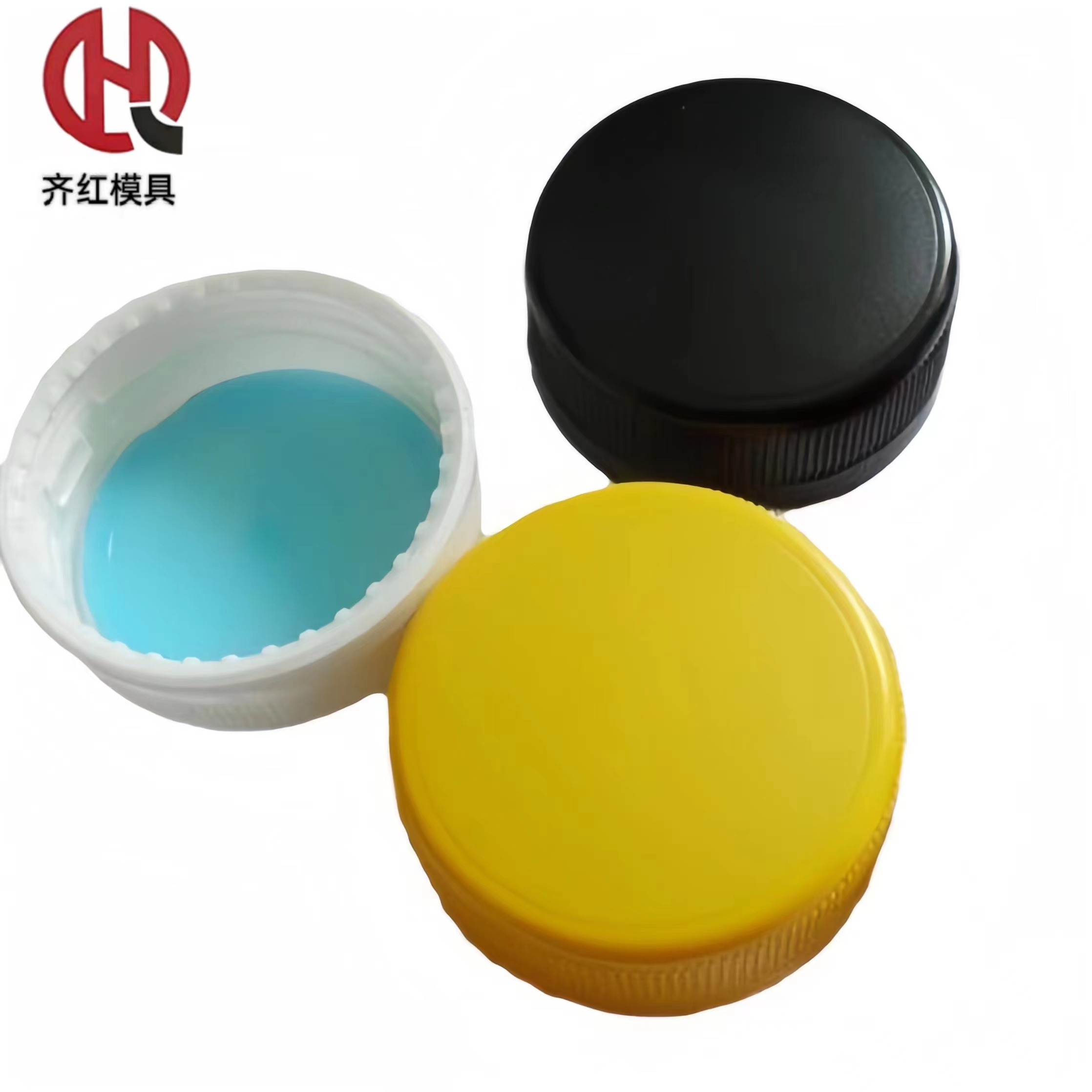
Mould Specifications Product : Cap Mould Brand : Taizhou QihongMould Co.,L...
See Details
Water and beverage preform mold, Edible oil preform mold, Preform Mold for cosme...
See Details
Flip Top Cap also know as Flip Top Caps & Cap mould Stopper Cap is one of ty...
See Details
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157


ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

