 English
English русский
русский عربى
عربى

72-Cavity Preform Mold(Mould)
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See Details
In bottle production, PET preform molds work in a repeating cycle. The same actions happen again and again, but the results are expected to stay consistent. That is where the challenge usually appears.
Even when machines look stable from the outside, small changes inside the system can slowly affect output. A slight shift in flow, temperature, or timing may not stop production, but it can change the final preform quality in subtle ways.
For this reason, operators often focus on patterns rather than single cycles. One result is rarely enough to judge the system. Repeated behavior tells the real story.
Uneven filling is a situation where some mold cavities receive more material than others during the same cycle. At first glance, everything may look normal. The issue appears later in product consistency.
In real operation, several small factors may contribute:
These conditions do not usually appear alone. They often combine in small ways that are hard to notice during short observation.
The result is not always obvious failure. More often, it shows up as variation between identical-looking preforms.
Surface variation is another common situation. The shape may be correct, but the surface does not always look the same across all cavities or production batches.
This can appear as small differences in gloss, smoothness, or texture feel.
Possible reasons include:
These factors may seem minor on their own. However, when combined, they can slowly change how the surface looks.
In many cases, the issue is more visible in long production runs than in short ones.
Cooling is one of the most quiet stages in the process, but it has a strong influence on final shape behavior.
Once the material fills the mold cavity, it needs time to stabilize. If cooling is not even, different sections may harden at different speeds.
This can lead to:
Cooling problems are often not sudden. They usually develop gradually, especially when the system runs for long periods without interruption.
Mold release describes how easily molded preforms slide out of the mold cavity. Under ideal running conditions, parts should separate cleanly without any drag.
If issues pop up, products will cling to the mold, and workers have to pull them out with extra force.
Here are the usual root causes:
These sticking troubles usually start off mild. A little drag while removing parts might not seem like a big deal at first, yet constant occurrences will mess up the whole production pace eventually.
Dimensional variation means that preforms do not always match each other exactly, even when produced in the same system.
This is a common challenge in continuous operation. The differences are usually small, but they can still matter in later processing.
Typical influencing factors include:
These changes are not always visible during operation. They often show up after products are measured or used downstream.
PET plastic won't always act the same way during molding. Heat, pressure and how long it stays inside the mold all change how the material moves.
If machine settings stay steady, the plastic flows in a reliable pattern. Tiny shifts to working conditions will make it react differently each run.
While running production, the plastic can show inconsistent traits:
All in all, how the plastic acts directly decides whether the whole molding process stays steady. Even minor changes to the working environment can mess up the finished products.
Mold temperature impacts nearly every single step of the molding process. It changes how plastic flows, fills the mold cavities and hardens into shape.
When heat levels aren't balanced evenly, separate spots on the mold will work differently from one another.
This brings several common defects to finished parts:
Temperature shifts usually happen slowly instead of all at once. They may not cause obvious flaws right away, yet they slowly ruin consistent product quality over long production runs.
Molding work follows a set sequence every single loop. If each step keeps the same duration, the whole manufacturing process stays consistent.
Even tiny adjustments to how long each phase lasts will change how each finished piece turns out.
Timing controls four core parts of molding work:
During long continuous manufacturing shifts, all these minor timing deviations pile up. Over time, parts made in one batch will no longer match one another.
Preform pieces sometimes develop faint streaks or uneven textured spots on their outer sides. These blemishes are subtle most of the time, yet easy to spot when light hits them directly.
Nearly all these surface flaws stem from plastic movement inside the mold during shaping.
The typical causes behind these marks:
These surface flaws almost never stop the product from working as intended. Still, they damage the visual finish and create trouble for later processing stages.
With repeated use, molds naturally experience gradual changes. This does not mean failure. It is part of normal operation over time.
As cycles continue, small shifts may appear:
These changes usually appear slowly. They are more noticeable when comparing early and late production periods.
Pressure plays a direct role in how material fills the mold. If pressure is balanced, filling is smooth and stable.
When it is uneven, different parts of the cavity respond differently.
This may result in:
Pressure imbalance often works together with other small factors, making it harder to detect immediately.
In actual production environments, problems are rarely identified from a single cycle. Instead, they are noticed through repeated observation.
Operators often look for patterns such as:
These patterns help identify whether the system is stable or slowly drifting.
Short production runs can hide minor differences. Continuous production makes them more visible.
As cycles repeat, small variations begin to accumulate. What seems minor in one cycle becomes clearer after many repetitions.
This is why long-term monitoring is often more important than short-term observation.
PET preform mold operation is not made of separate steps. Each stage influences the next.
Material flow affects filling. Filling affects cooling. Cooling affects release. Release affects cycle stability.
Because of this connection, a small change in one area can influence several others without immediate notice.
Understanding this relationship is key to reading the behavior of the whole system.
Stable operation is not a fixed condition. It is a balance maintained over repeated cycles.
When material behavior, temperature, pressure, and timing stay aligned, output remains consistent. When one of them shifts, small differences begin to appear.
In practical production, stability is less about perfection and more about control over gradual change across time.
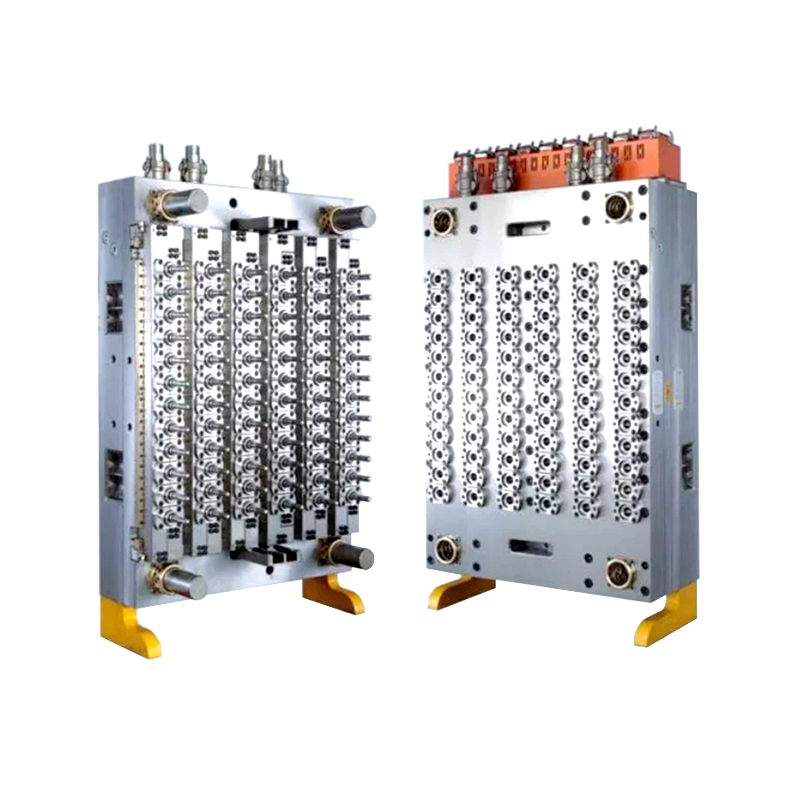
The 72-Cavity Preform Mold(Mould) is a solid, no-nonsense choice when you need t...
See Details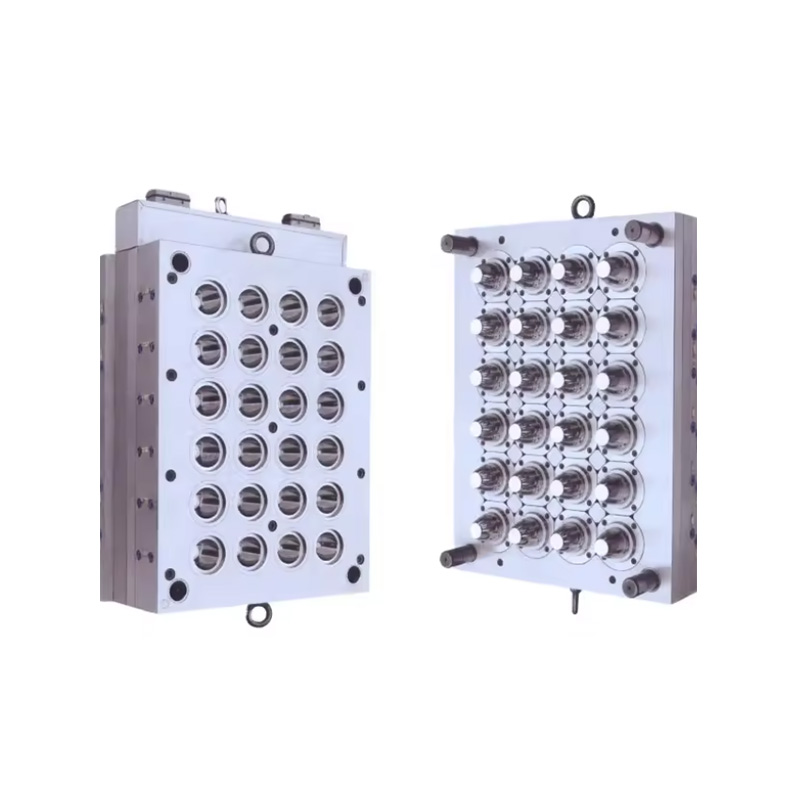
A Bottle Cap Mold is a precision tool used in the manufacturing of bottle caps. ...
See Details
The 24-cavity wide-mouth mold is a precision tool designed for producing wide-mo...
See Details
Mould Specifications Product : Preform Mould Brand : Taizhou QihongMould C...
See Details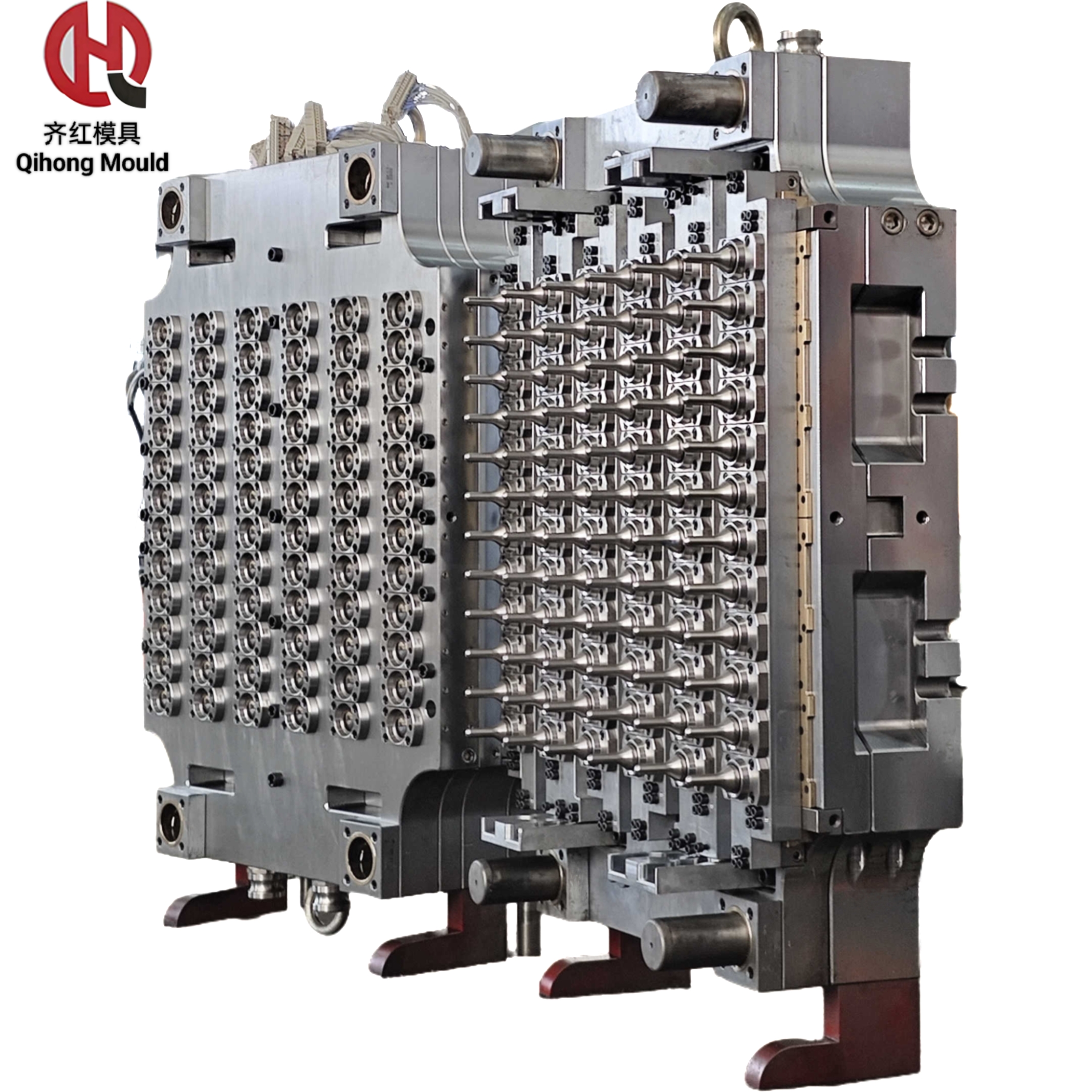
PET Preform Mold Design focuses on high precision structure and stable productio...
See Details
Plastic Cap Mould is designed for high precision plastic cap production. The Chi...
See Details
Water and beverage preform mold, Edible oil preform mold, Preform Mold for cosme...
See Details
Standardization of mold partsHigh-precision processing equipment is used to ensu...
See Details
WhatsApp:+ (86) 13957659071 / + (86) 18158637057

E-Mail:[email protected]

ADD:Baige Science and Technology Park, Huangyan District, Taizhou City, Zhejiang Province, China.

